
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I have been using my Unimat E16 collet chuck to hold my ER16 collets but this is not a good long term solution. I finally decided to make an ER16 collet from a 1” diameter rod of 1144 stressproof steel. Usually the Unimat 3” swing lathes use M12X1 threaded chuck adapters (chuck backplate) to ensure concentricity of the chucks to the lathe spindle. I wanted to see if I could create an accurate ER16 collet chuck without resorting to using a chuck adapter (as used for the E16 collet). The collet chuck uses a commercially available ER16 collet nut with a M22X1.5 thread. The combined collet chuck and collet has a measured 0.0004” TIR.
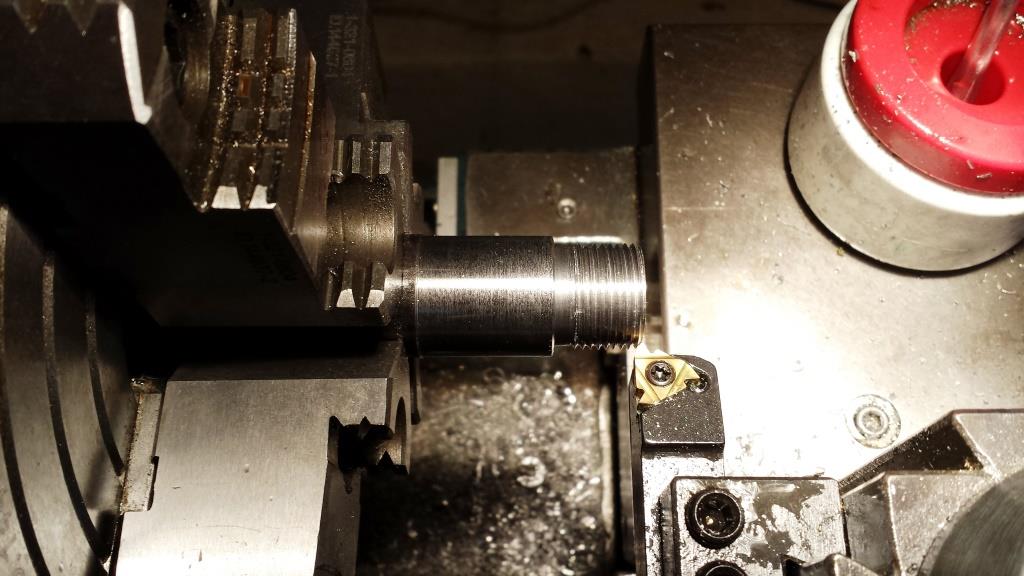
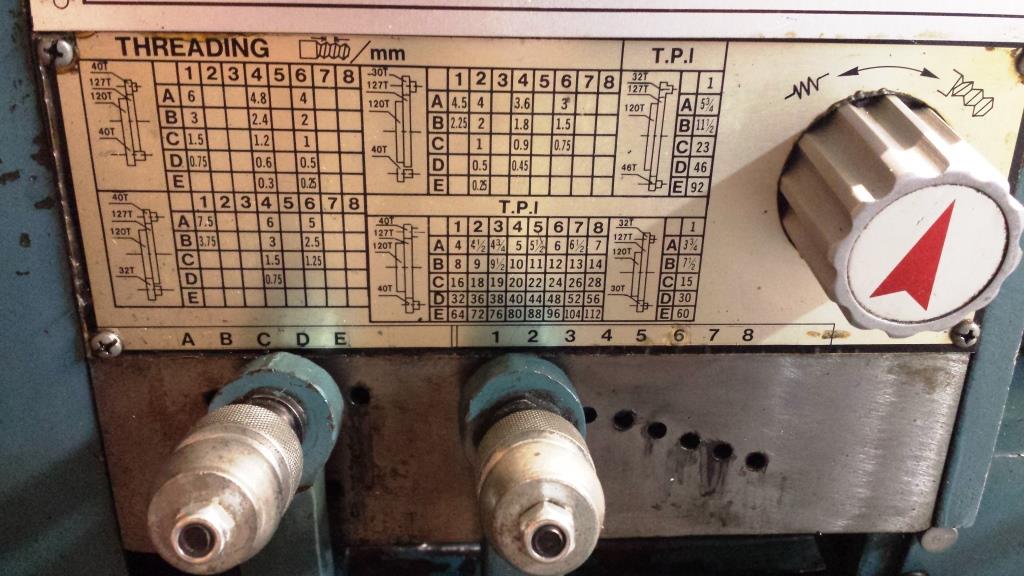
I used the 12” swing lathe for the single point threading the M22X1.5 thread required for the collet nut. This lathe is designed to cut inch threads using a thread dial and engaging/releasing the lead screw half nut. Metric threading requires leaving the half nut engaged and reversing the lathe for each cutting pass (there are other ways to do this but this was the easiest way for the 0.700” length of thread). On the back side of the headstock, the lower 40T gear has to be reversed and adjusted to engage the 12OT gear (see the upper left hand Metric threading diagram in the lathe threading plate photo shown below).
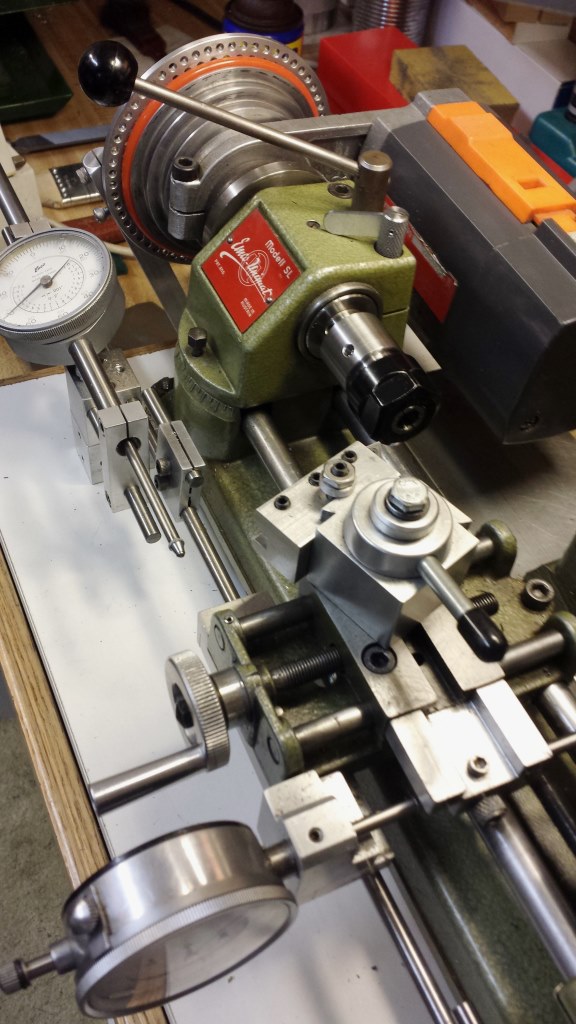
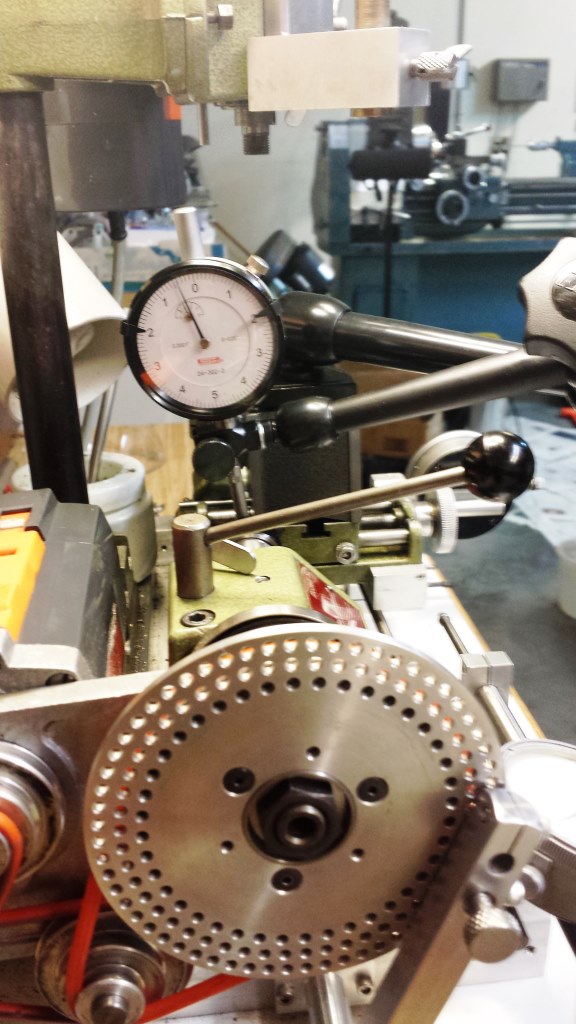
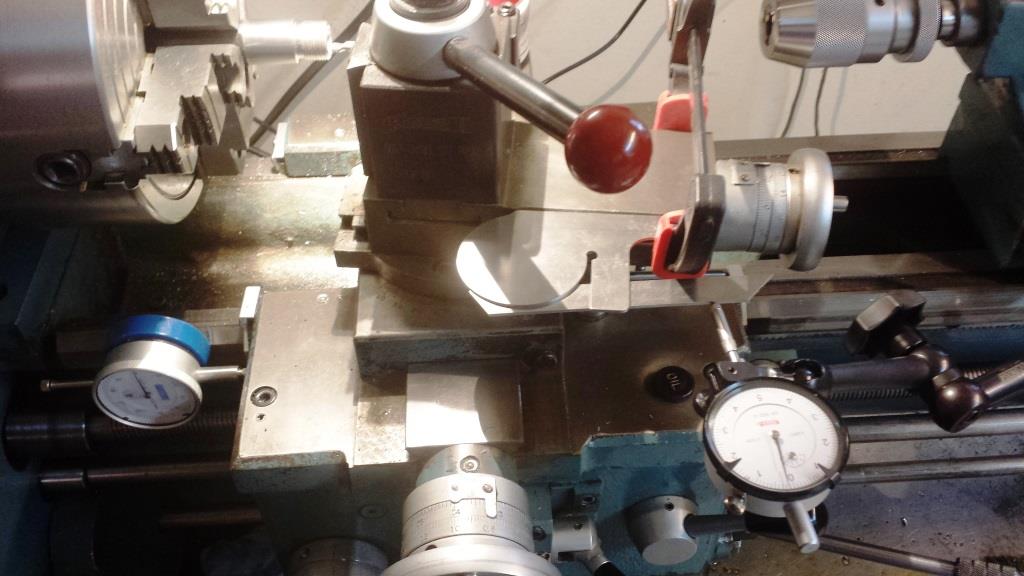
Next I set up the lathe compound for boring an 8 degree taper required for the ER16 collets. I used a +/- 5 minute Vernier 6" precision angle protractor (made by Helios in Germany) and 0.0001” dial indicator to set the compound angle. A soft jaw adjustable clamp held the protractor and a 1-2-3 block ensure the protractor remained parallel to the lathe compound axis of cutting. An alternative would be a 5” sine bar and gage blocks for setting the 8 degree angle.
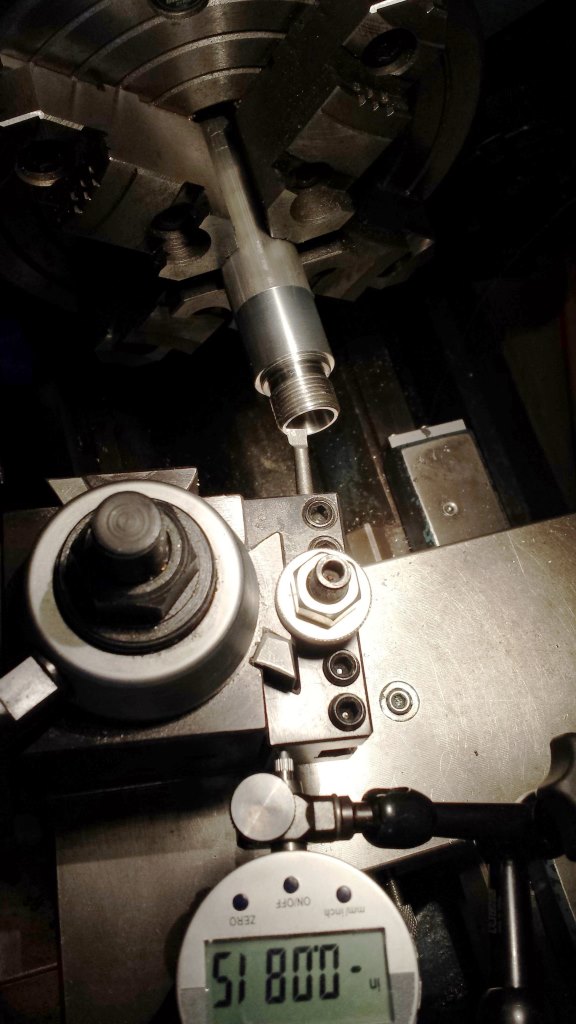
The collet was drilled and bored the full length to 11 mm dia. hole for starting boring and later to tap a M12X1 thread. The “rough” 8 degree collet opening was bored with a cobalt HSS boring bar and the depth of bore measured with a 1" travel dial indicator to avoid crashing the boring bar.
Next the M12X1 tread for the 3” swing Unimat lathe was tapped to full depth from the open collet end to ensure the threads were very close to concentric and aligned with the collet axis. The lathe cut-off tool removed the roughed-in collet and the collet was then mounted on the Unimat lathe spindle after counterboring the threaded end to 12 mm x 4 mm deep.
At this point of the machining process the measured TIR is 0.0025” for a 0.250” gage pin mounted in the collet. That is the difficulty of machining the collet on the larger lathe because the M12X1 thread is not truly concentric with the 8 degree opening holding the ER16 collet (plus the high precision collets have a 0.0002” TIR when new and these are no longer new).
Next I mounted the collet chuck back on the Unimat SL and used the Unimat lathe to true-up OD of the collet body to be concentric with the threaded lathe M12X1 spindle before returning and finishing the work on the larger 12"swing lathe. Before mounting the collet chuck in the larger 4-jaw chuck, I used 6061 aluminum bar stock to create a light press fit temporary chuck to hold the collet chuck back on the larger lathe while taking a final 0.004” skim cut off of the collet 8 degree opening. Using a temporary aluminum chuck allowed the ID to be bored concentric for holding the collet chuck and also prevented tool marks from 4-jaw chuck jaws.
After taking the skimming cuts, I used the lathe cutoff-tool to remove the collet with its surrounding press fit aluminum chuck “jacket”. The jacket was easily removed with a small brass hammer while holding the collet in the soft copper jaws of a bench vise.
Finally, 4mm tommy bar holes were drilled in the collet for removing the collet chuck from the Unimat spindle.
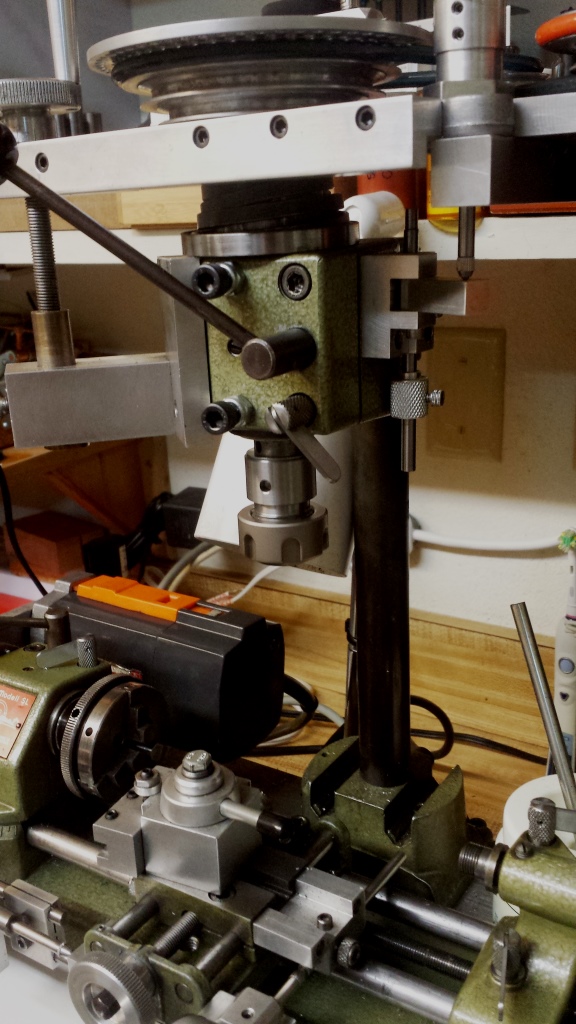
The ER16 collet chuck is also used for milling operations on the Unimat. Below is a close-up photo of the collet chuck using a Shars ER16 collet nut. The Shars product is precisely made and not very expensive.
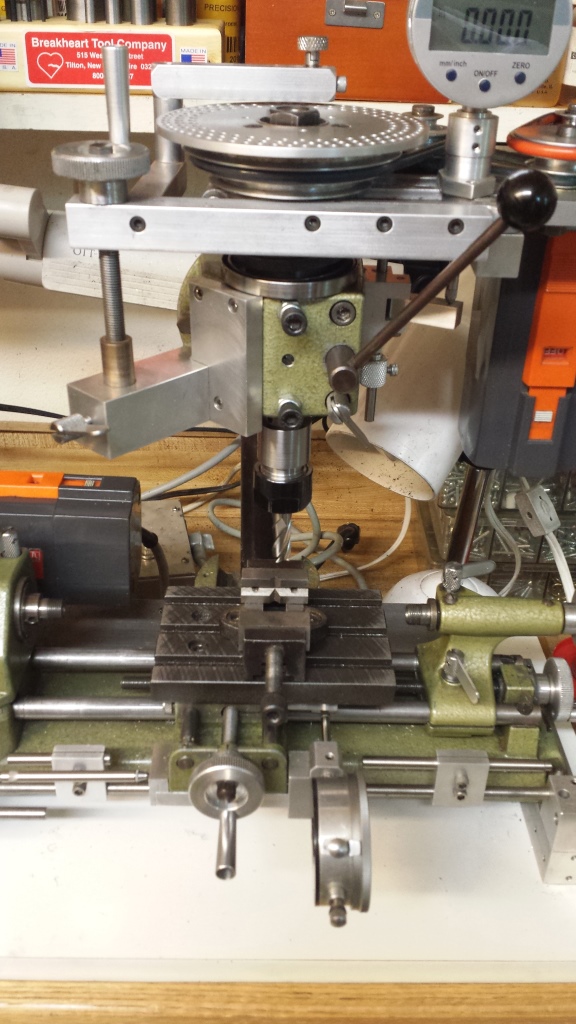
The photo below shows the setup for milling with a 3/8" dia. four flute HSS cutter.
The photo below shows the ER16 collet chuck installed on the Unimat SL1000 lathe and where it is used the most.
Thank you for looking,
Paul Jones








 Reply With Quote
Reply With Quote

Bookmarks