
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


I've always wanted my own lathe. My first experience was on an amazing old direct-drive Blount monster. I think you could spin half of a tree-trunk on it and wouldn't feel a wobble. So going with the idea that heavier is generally better, and not having $300 to dedicate to a "beginners level" wood lathe I'm making my own, and I feel like I may have found the right bunch to talk to about it.
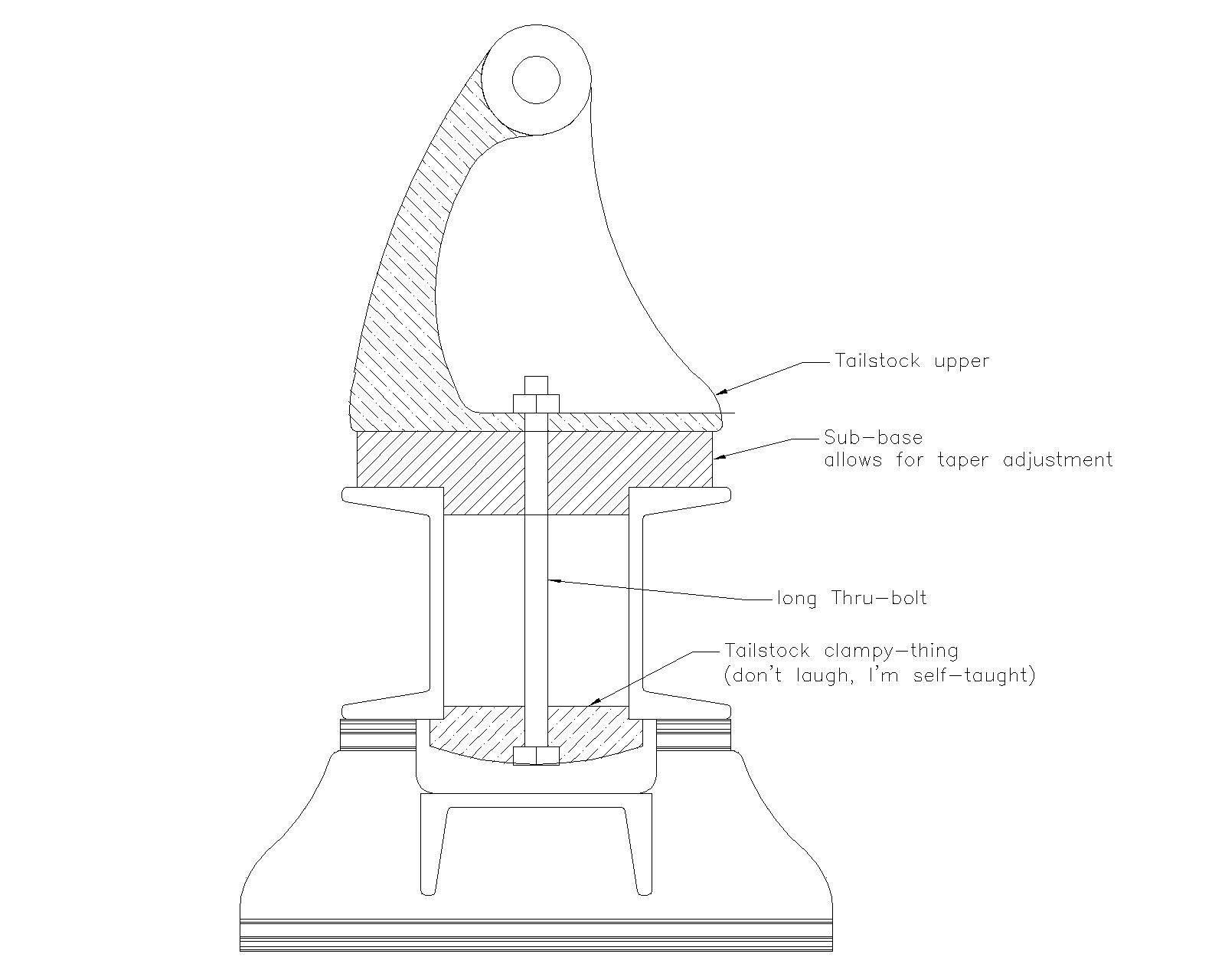
The plan is to turn the c-channels sort of back-to-back, and get a longer bolt for the tailstock clamping bit with the idea being that thicker material will be closer to the point of impact when it comes to clamping, and more of the mass will be engaged if it comes to soaking up vibrations. Here is a 2d drawing of what I've got in mind:
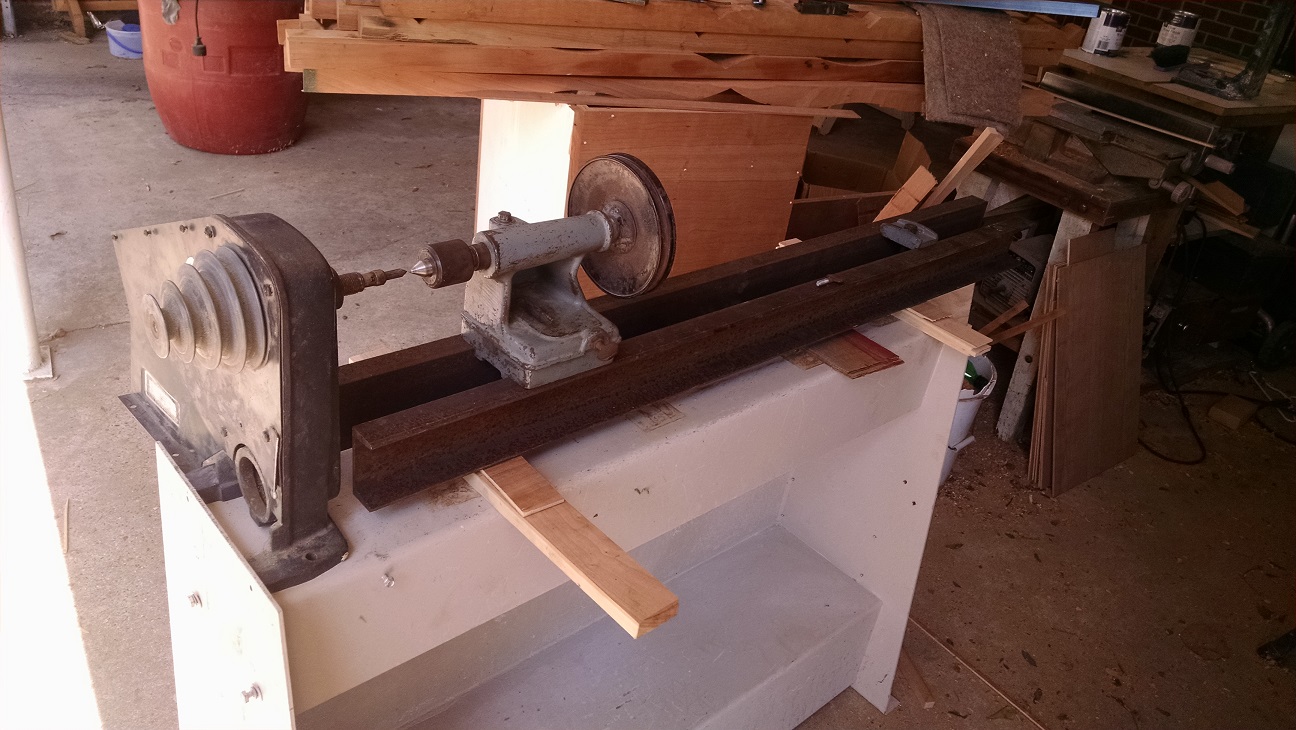
This is about what it'll end up looking like, a bit taller, a bit less... rusty, but pretty much it.
Craftsman headstock is a dumpster dive find (we'll see how that turns out... no pun intended!)
Crouch industrial edge sander base was a cast-off from my employer (with lots of huge cast iron braces pictured below also
Circa 1945 Walker-turner tailstock is an ebay purchase (came with the live center)
Base w/c-channel:
Bits & Bobs that were attached to the base, and three 1/2 horse motors from the dumpster dive





 Reply With Quote
Reply With Quote







Bookmarks