
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Gasket alternative grooving tool
For some years now I have stopped using gaskets on my engines after deciding that they were never there for my benefit but used to compensate for poor manufacturing, and in my experience always leak after a while.
I am talking of course about old British iron and not modern machines, my Triumph twin has only a cyl head and base gasket as they are dissimilar metals.
I know I am not the first to do this, but this is my method and can honestly say that non of my old bikes leak oil after running for a few years even with HTF fluid in chaincases etc.
It also removes the need to re-tighten after first running.
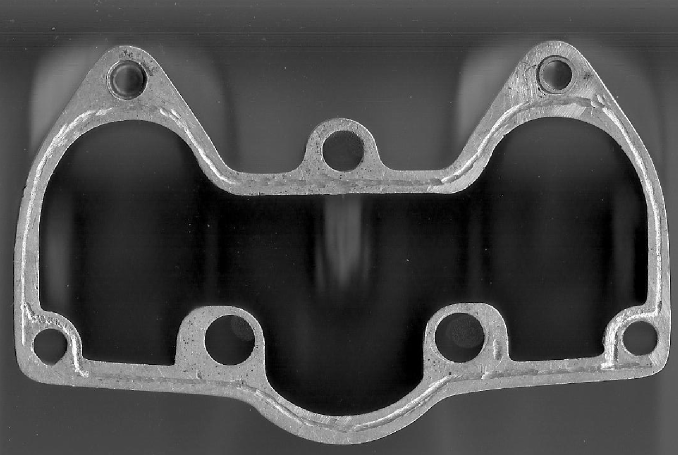
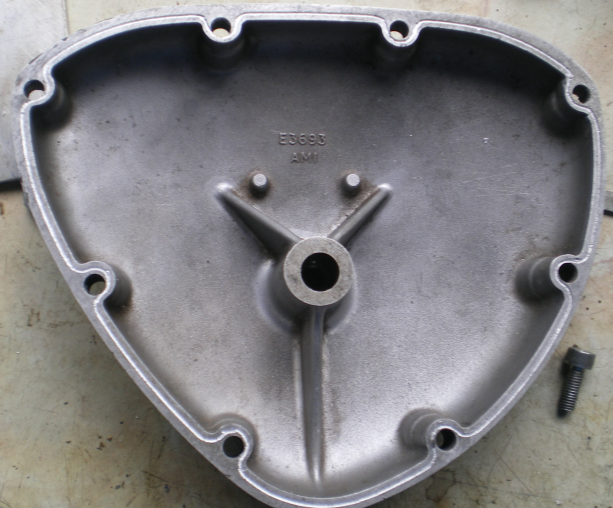
Faces have to be flat and a bit of lapping may be necessary, after that a groove is cut in one half and this gives a means of retaining the jointing compound (I use Hylomar Blue as its good enough for Rolls Royce).
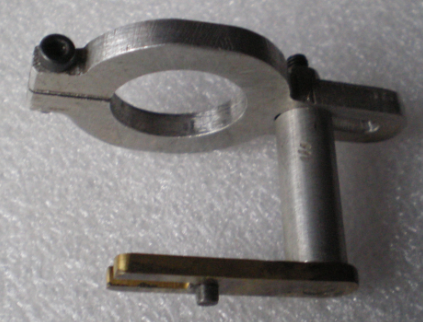
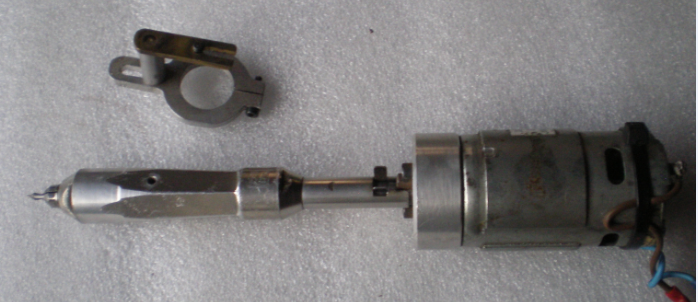
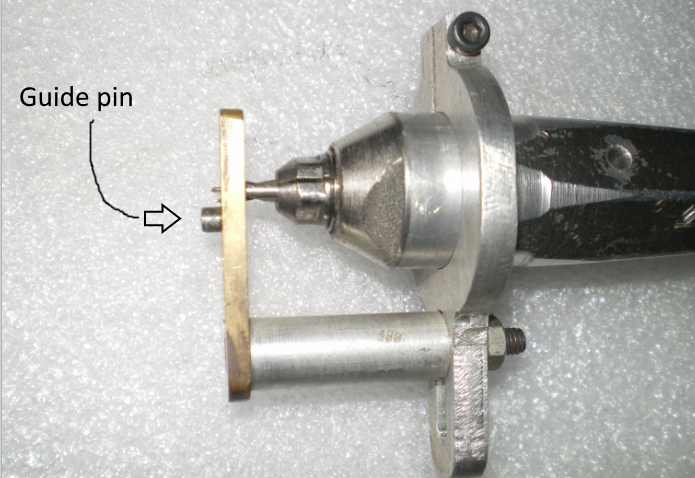
The obvious tool to use is a Dremel type device, mine is made from an old hand piece from a flexi drive connected to a 12 volt drill motor but the important bit is controlling the the cutter as its a freehand process.
A simple guide attachment was made and a cutter from a 1/8 centre drill ground to a D bit shape does the job, about 15 thou deep is enough.
It is important to work from the inside face so any slip ups do no harm and just like milling,direction of cut has a bearing.
The first pic was freehand and I just about got away with it, the second was guided with the attachment and the difference is pretty obvious.
I hope this helps in keeping the oil where it should be.



 Reply With Quote
Reply With Quote

Bookmarks