
Originally Posted by
A bit of trigonometry is all that is required to calculate what those angles should be given the nose and clearance angles that we are after, and I made a spreadsheet to do the heavy lifting. [/B
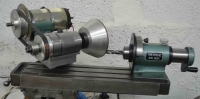
I am impressed with your two axis sharpening method and would like to modify my Tiplap style sharpener with an indexer to be able to try it out.
The biggest stumbling block for me are the calculations involved,(maths has always been my worst subject) having dyslexia doesn’t help.
After watching your Drop-box videos, at some point you mention a spreadsheet you have created.
So my question is do you plan to make this spread sheet available in some form to help dim wits like me.

 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks




 Reply With Quote
Reply With Quote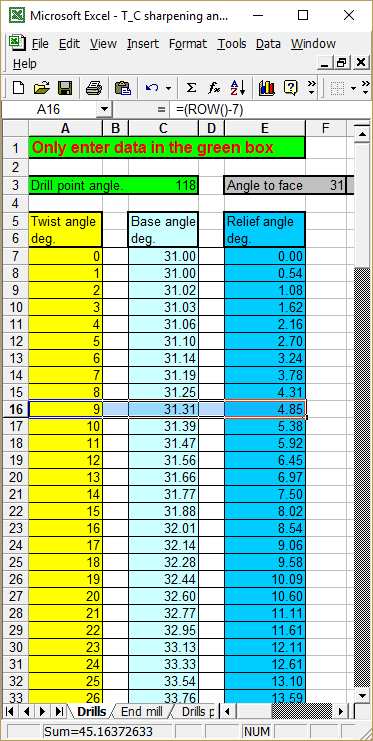










Bookmarks