
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


Hi all!
I'm in trouble and ask for help, any advice welcome
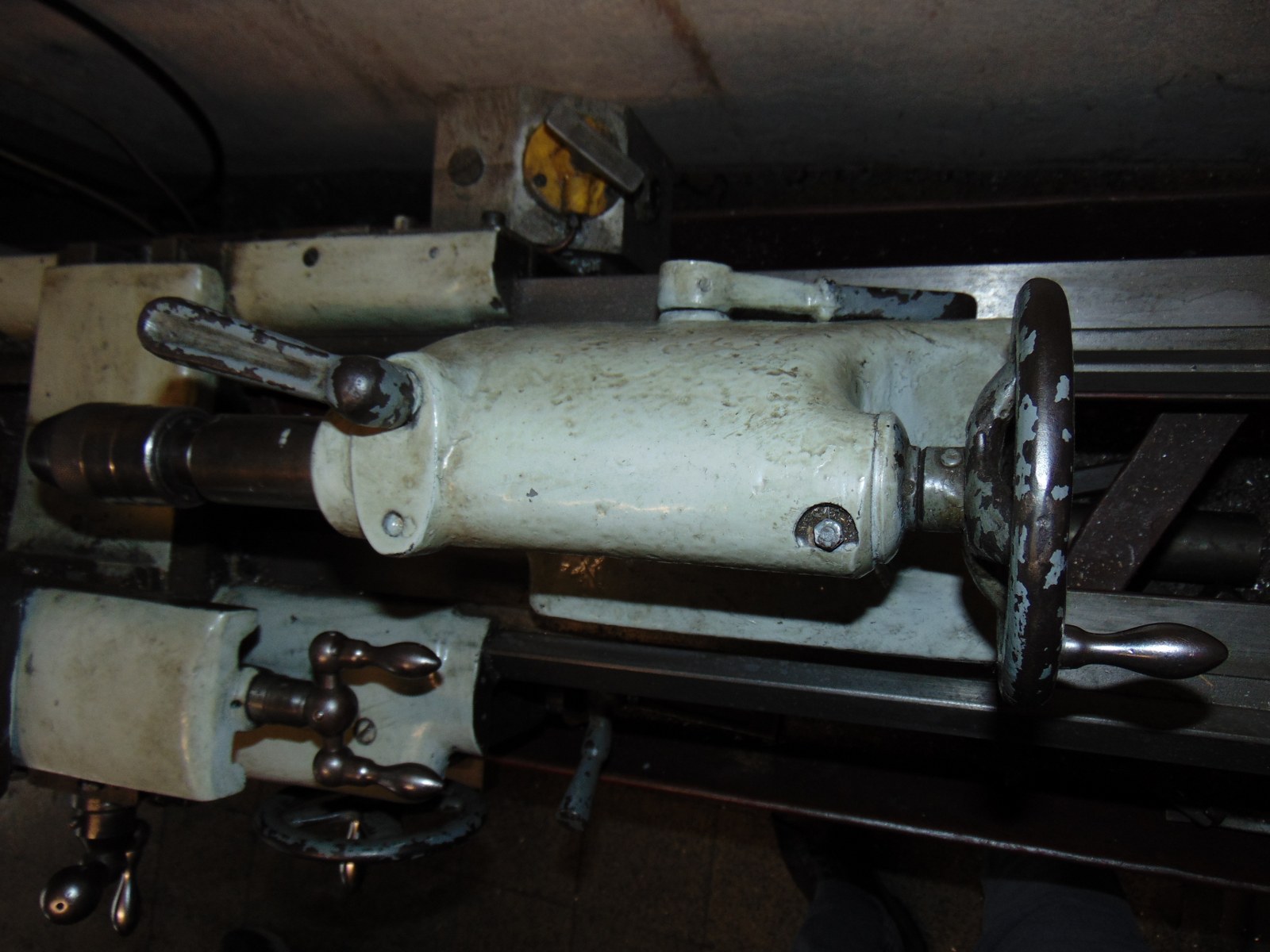
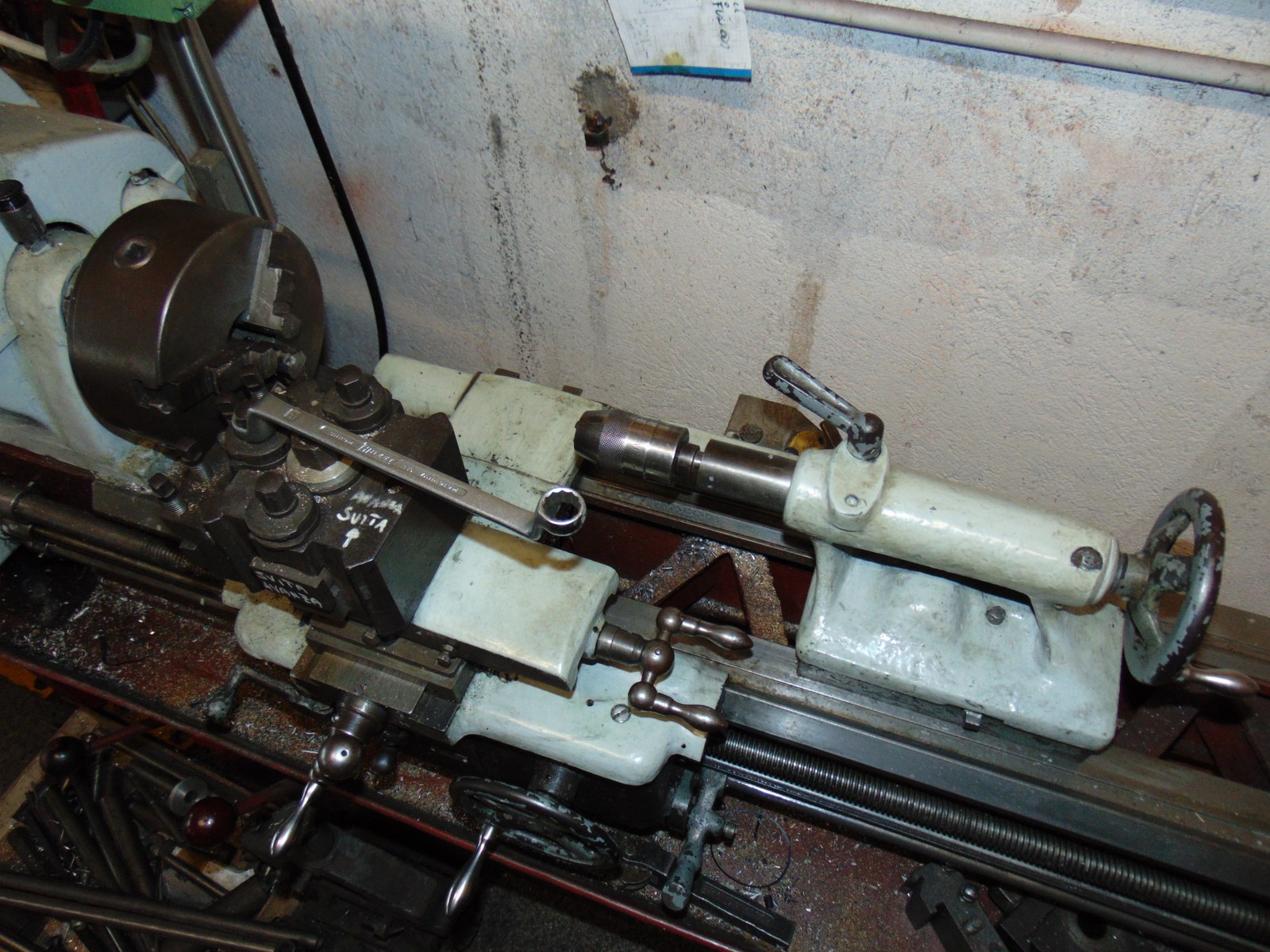
I have an old lathe, the tailstock position is not correct and the centre is off axis.
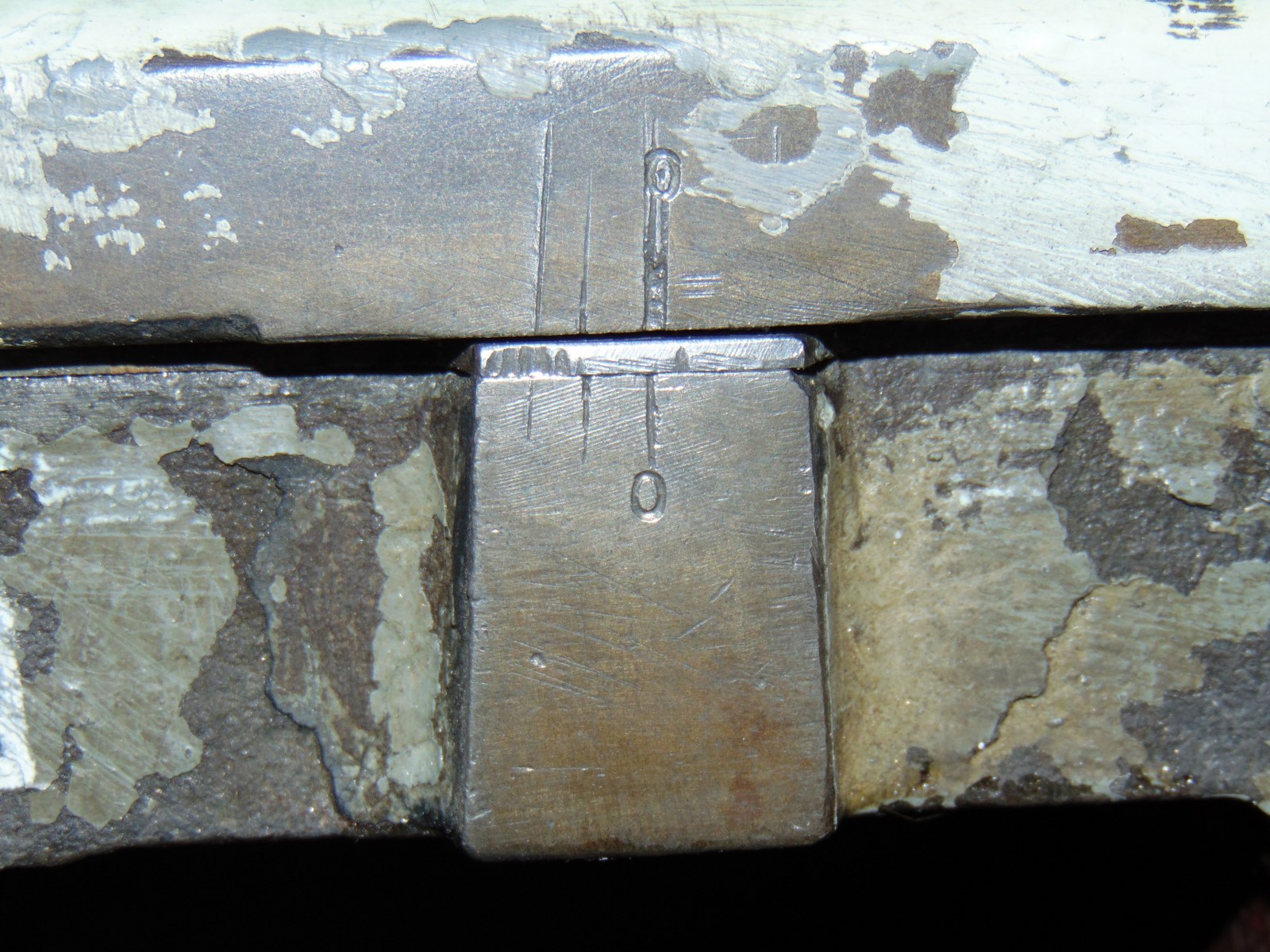
There are some marks on the back of tailstock, the "0" seems out of phase, more 2 scratch to the side, maybe have been done later by hand.
Currently I got no double fixed point, no rectified bar, there is some way or tips for finding the correct alignement?
I take some picture
Thanks
Stefano
")


 Reply With Quote
Reply With Quote





 and I put a piece of machined round stock in the tailstock chuck. Then its just a matter of moving the tailstock in and out to "Pin It")






Bookmarks