
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks

Moving right along.
Take a look at the included photo of the like new two flute center cutting end mill from a different angle which clearly shows the tooth face facet or what I call the third facet. You can see that the facet makes a square a corner cut from the center of the end mill but the grinding just misses the cutting edge of the tooth where it is scalloped and beyond to the cutting edge corner of the end mill.
So why the third facet? Maybe the answer is obvious to all of you but just so that no stone is left unturned, one needs the third facet in this type of end mill as one has to remove all of the metal in front of the end mill teeth cutting edges so they are left clear to cut. At some point then, when sharpening the end of a two lipped end mill, one will also have to grind back the third facet in addition to the primary and secondary clearance facets on the cutting edges themselves.
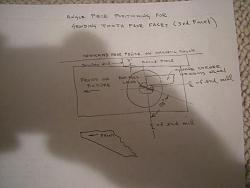
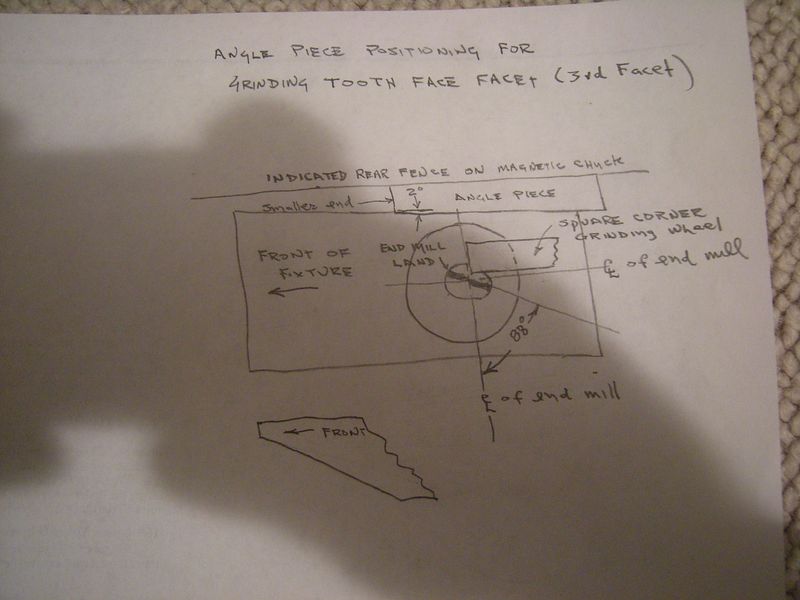
With a 90 degree corner on a straight wheel, the end mill cannot be indexed 90 degrees after grinding the primary and secondary clearance facets or it will also grind the opposite tooth cutting edge so it has to be indexed at something less than 90 degrees. I also use 88 degrees as the preferred angle to grind the third facet as per Dale's video but here is the problem. All of these end mill sharpening fixtures index 24 divisions and 24 divisions only (every 15 degrees) so one cannot have the desired 3rd facet indexing without resorting to some additional tricks. I also use a 2 degree angle piece but in my case I do not angle the end mill itself - I angle the entire fixture. I do it this way because the fixture which I have seems to need three hands to hold, position and then tighten the draw in cap which locks the 5C collet down into the body of the fixture. Included is another hand sketch showing all of the above.
In order to work properly, the fixture must index positively. I found on mime that some indexing positions were definitely very "mushy" until it was discovered that the draw in in cap which draws the 5C collet down into the body of the fixture was running slightly eccentric on the collet threads and binding against body of the fixture. Slightly turning down the OD of the cap relieved the problem. It may not have been the fault of the fixture as the threads on the collet could have been mis-manufactured but I had the same problem with all of the collets. Just something to be aware of, the fixture has to index both freely and positively as one has to count the number of "clicks" as one is indexing and even then it is very easy to go one click too much or one click too few because you are doing it dozens of times.
Solving the above problems still leaves the problem of determining where the exact center of the end mill is and that is where my modified method comes in.
I noticed that Dale was using what looked to be a diamond wheel in his video. A straight diamond wheel comes with a square corner as manufactured and one does not have to true a diamond wheel as it should run dead true on the SG spindle as manufactured. Still, a resinoid diamond wheel needs to be dressed from time to time, an operation which was new to me until recently. (I don't know about plated or other types of diamond wheels).
Magnification will also help locate center. I use magnification also but there is magnification and then there is true optics. My friend sharpens all of his end mills by hand and they cut but he has a vey fancy binocular microscope having a large depth of field, built in illumination, a variety of engraved line (?) reticules and a million and one other desirable features (I don't know optics so I can't say what the most desirable features are). Only problem is, you would pass out at the cost.



 Reply With Quote
Reply With Quote

Bookmarks