
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks



Hi All
Again this my not be of interest to everyone.
I am still working on the cylinder block for my the 3”scale Foden Steam Wagon and thought I’d share how I machine deep slots.
The slots in question are only 3/32" (2.4mm) wide and at the deepest depth 7/8" (22mm). The slots are exhaust ports into the cylinder bore and then covered by the piston liner and are only 5/8" (16mm) The steam ports have to also go through the piston liner therefore are deeper.
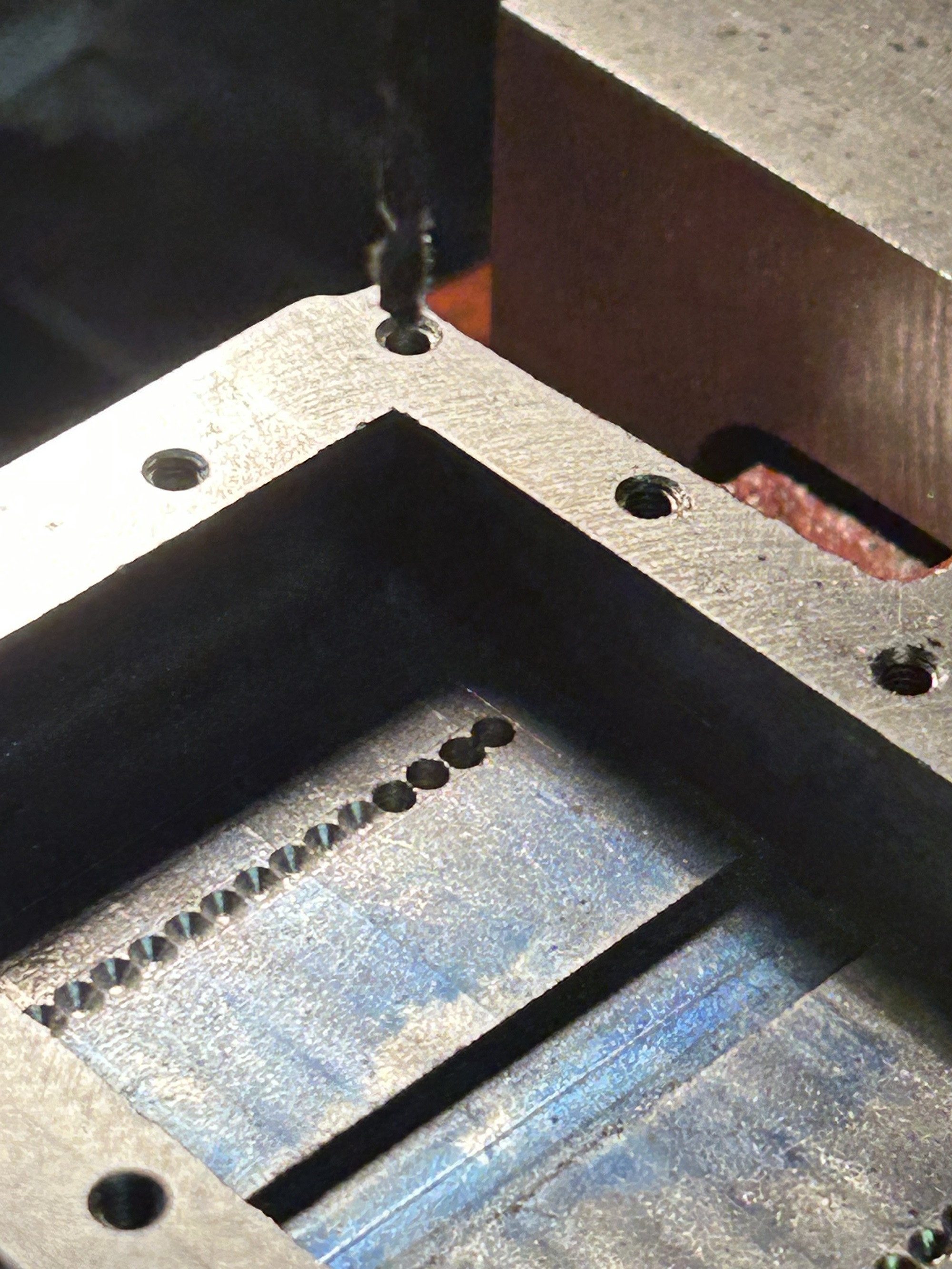
The casting is set up on the mill and the spindle located over the centre line of the slots to be cut. The slot is then chain drilled with a spot drill and 2.3mm drill to remove the bulk of the material from the slot. Then using a extra long series slot drill the same principle is used, moving the table a few thou at a time and using the quill to cut the excess material to give a roughed out slot.
Using this method all (or most) of the cutting forces are down the main spindle and slot drill. This prevents side loading on the cutter and breakage. (I say prevents brakeage I still broke 2 cutters, where I got a little be greedy on how far I moved the table over to cut)
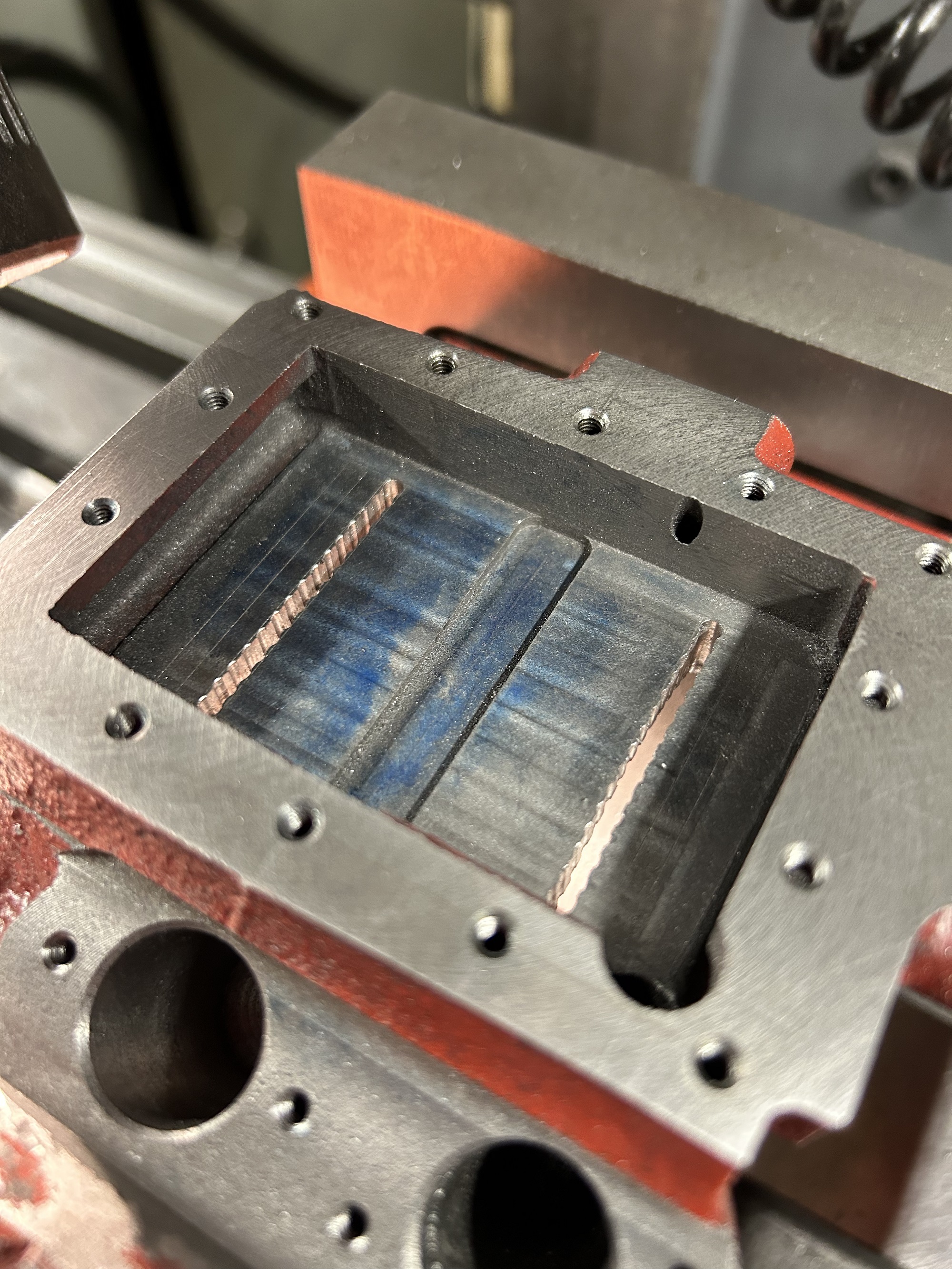
Once the material is removed from the slot, the 2mm diameter slot drill is used to cut the slot width to size. The 4 corners of each slot are again cut using the quill to create the correct width. This prevents additional side loading of the cutter in the corners where the cut would be larger.
With only 0.007" (0.19mm) to be removed from either side of the slot the more traditional way of cutting is used to finish the slot.
This method is not only quick but also makes resharpening cutters easier as most of the wear is on the end of the cutter and not the flanks. This works on all kinds of material removal where a lot of stock needs to be removed.
The photos will hopefully help the explanation.
Spot drilled and the first few holes drilled
Chain drilled slot
View from low pressure steam chest after the slot is cleaned up with slot drill
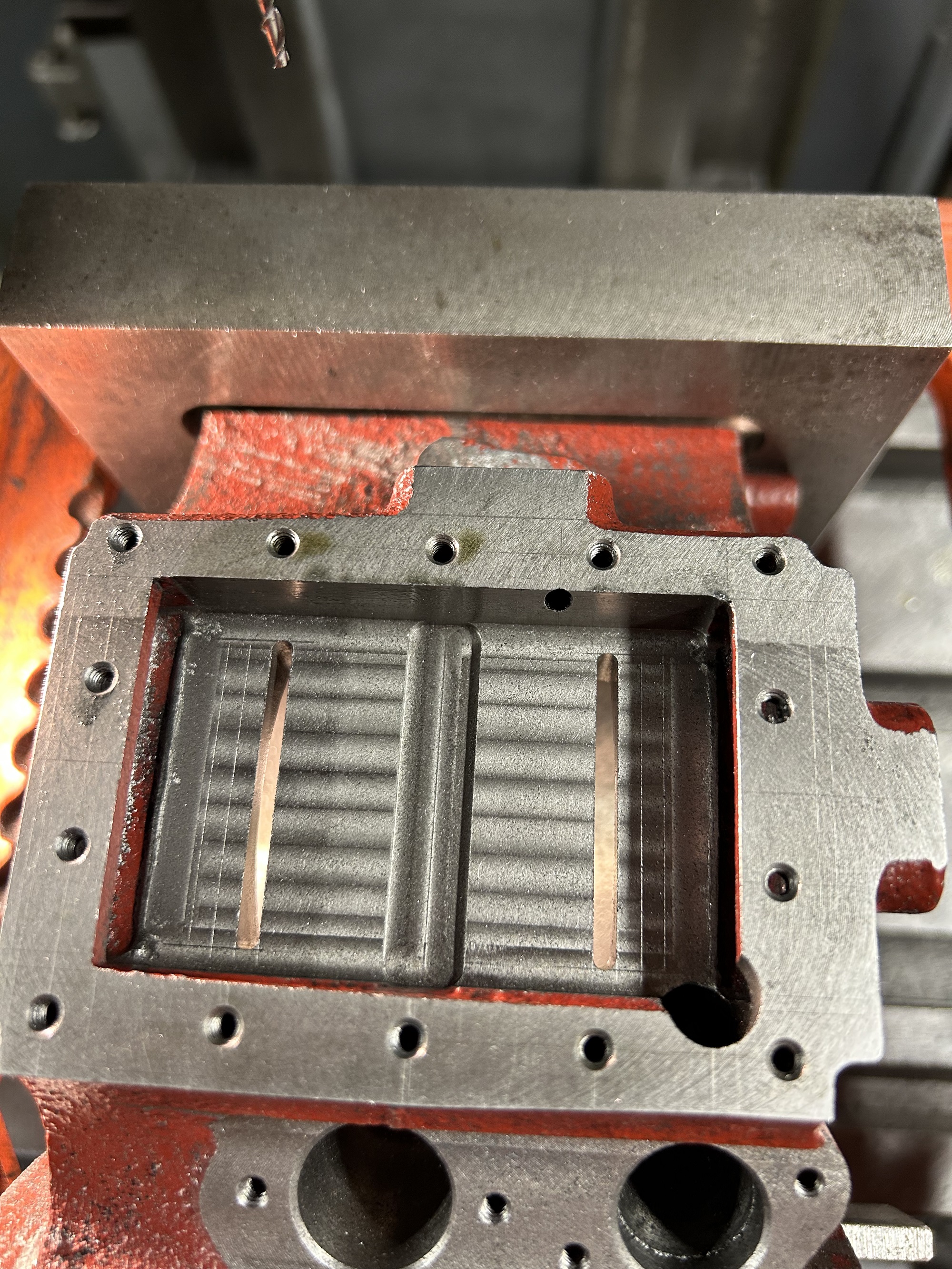
Finished exhaust ports into bore.
Hope this will be of interest to a few
Many thanks
The Home Engineer



 Reply With Quote
Reply With Quote

Bookmarks