
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


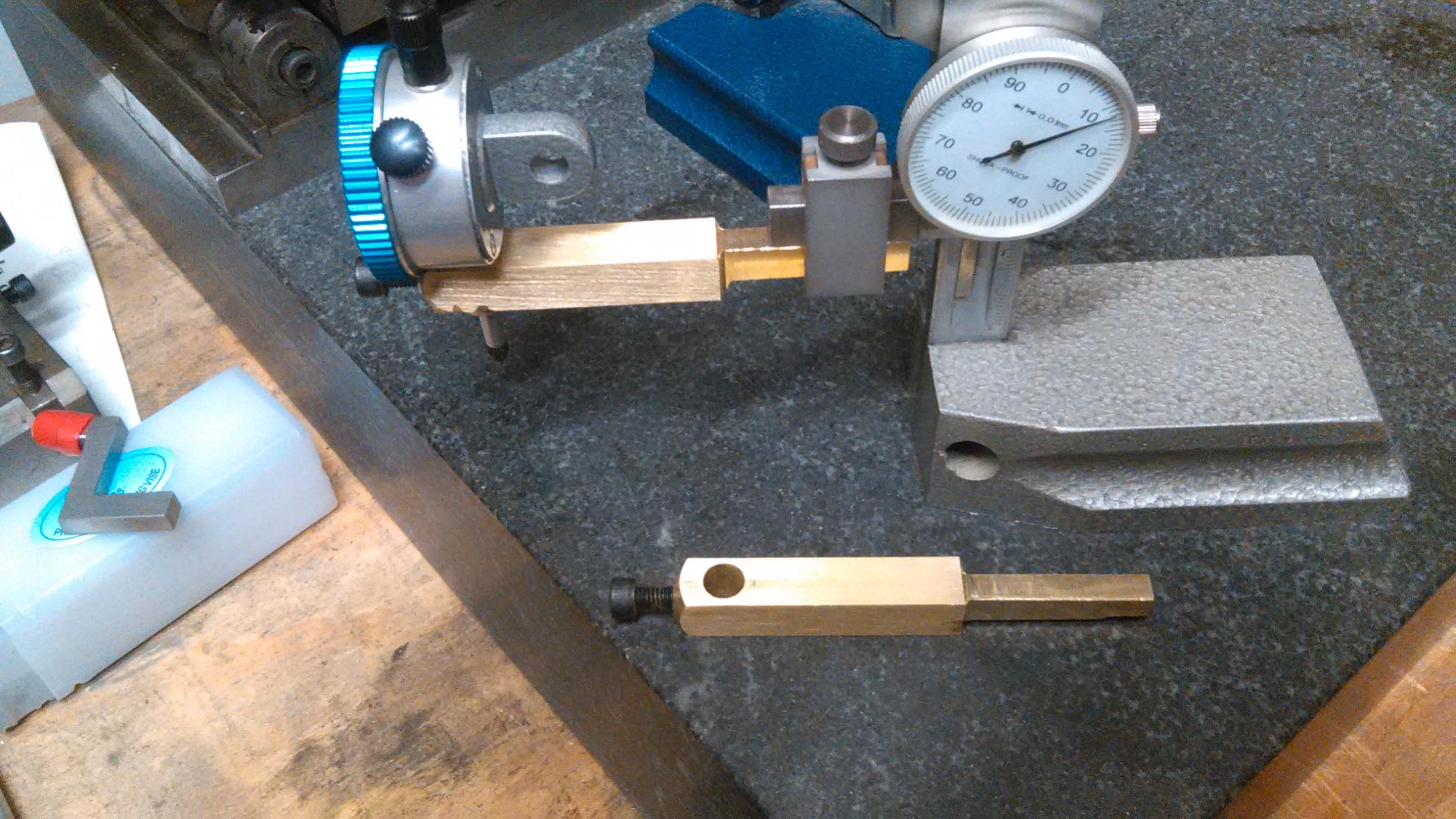
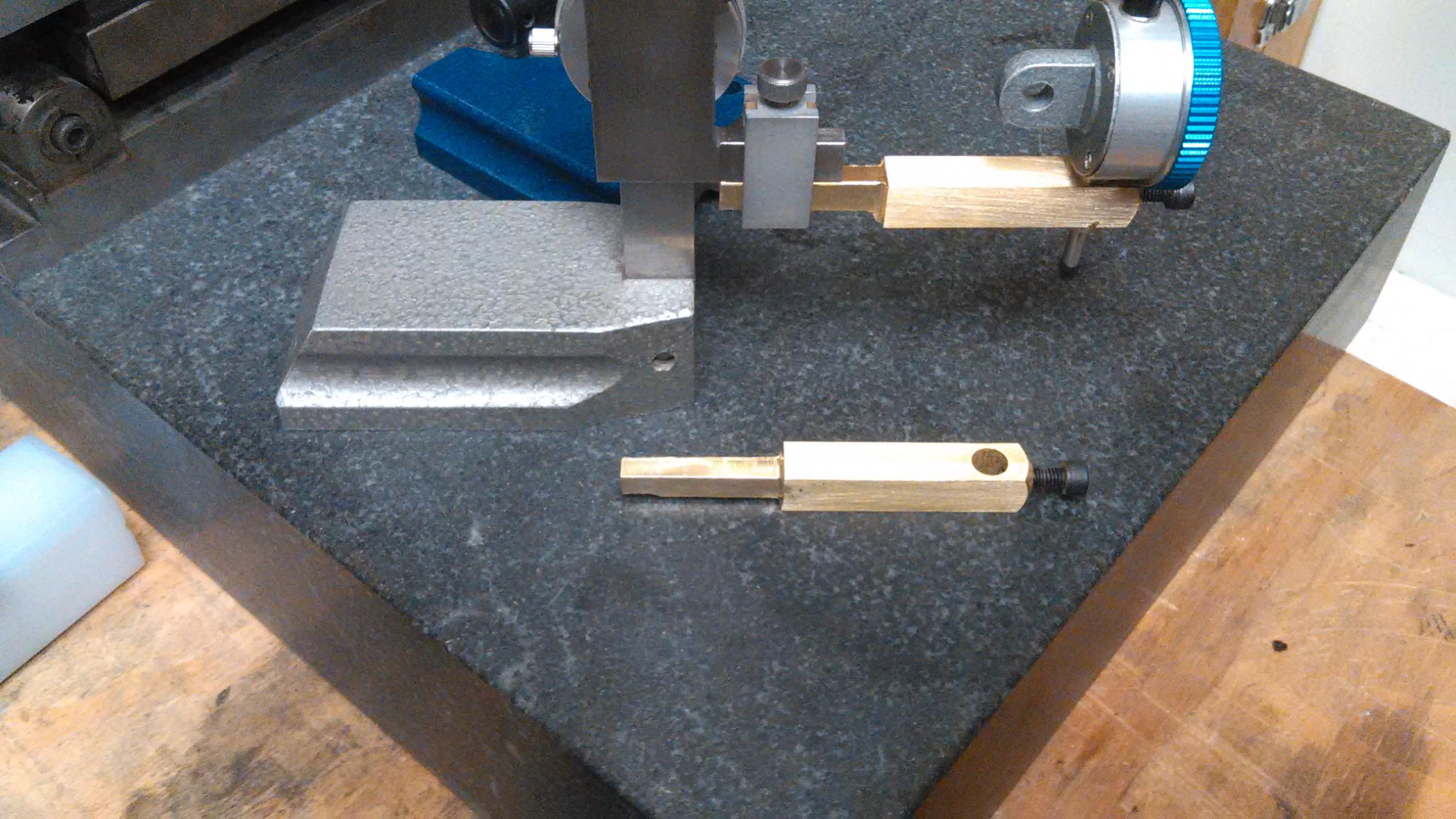
To make the height gauge hold a dial indicator, I used some 7/16" square brass stock I had. I made one for 3/8" stems, and another for 8mm stem.
The screw on the end is 10-32. So to finish this, I need to make some brass thumb screws. These fit in place of the carbide tipped scribe.
I didn't see this posted by anyone, which I was hoping to see for a better design.



 Reply With Quote
Reply With Quote

Bookmarks