-
22 Attachment(s)
Trailer Wheel Hub Repair
I have a small home made utility trailer with a damaged wheel hub.
Link https://www.homemadetools.net/forum/...-repair-109266
A bearing went bad and damaged one of the hubs. (My fault, lack of maintenance)
Good hub with the bad one. The lack of paint and amount of rust tell me this has been
failing for quite a while
Attachment 49997 Attachment 49998
To begin the repair it I bored the damaged area, where the seal fits.
Attachment 49999
Then needed to made a bushing to fit into the new bore.
I have had a broken rod from a hydraulic cylinder around the
shop for over 40 years. Too nice a piece of steel to sell for scrap.
Attachment 50000
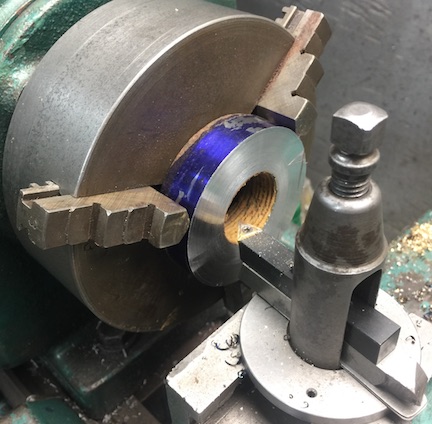
The seal end already had a hole so I took a slice off that end.
Attachment 50001
Face first side
Attachment 50002
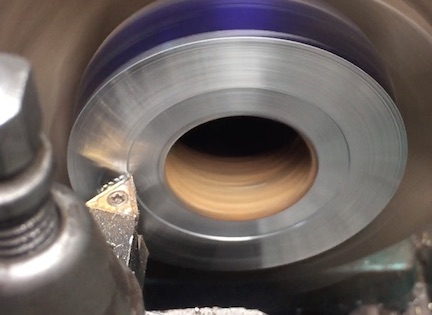
I have recently begun using carbide more often. It was a necessity for this steel.
When facing, the relation of cutting speed to surface finish became very evident.
Notice the matte finish and the cool chip in this frame from a video
Attachment 50003
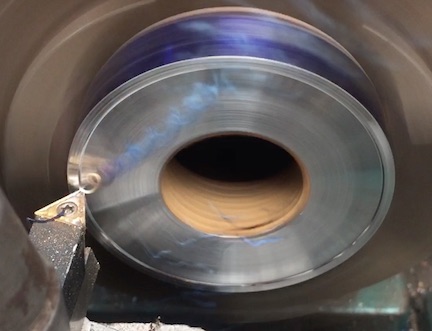
As surface speed increased as diameter increased,
the chips turned blue and surface finish like a mirror.
Attachment 50004
Holding the part inside the bore to turn the OD to 0.004 under the
hub bore and and begin to cut the thickness.
Attachment 50005
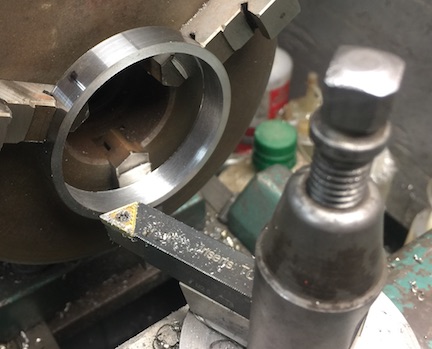
Then holding on the OD, began boring the ID.
Attachment 50006
As boring progressed I realized that jaw pressure might
distort the bushing.
Attachment 50007
The finished wall thickness will only be about 0.050.
Each cut made me more concerned about distortion. I stopped
when the wall thickness got close to 0.150
Attachment 50008
Ready to install
Attachment 50009
Test Fit
Attachment 50010
I had a couple of initial ideas for installing the bushing.
After considering a press fit, I decided to use adhesive.
JB weld and Red Loctite came to mind. When looking for
the Red LocTite, I found a bottle of LocTite 680 Bearing
Retainer in my tool box. The bottle was dated 2019, shelf-life
Is supposed to be 2 years. I needed to know it is was still good.
I made a test by drilling the threads out of a nut and using the
680 to glue it to a smooth piece of steel.
Attachment 50011
Attachment 50012
After curing a couple of days I broke them apart, holding the shaft in the
Vise and using a toque wrench. Beginning at 25 pound-foot, increasing
by 5 pounds until it failed. It held100 pound foot. 105 pound foot broke the bond.
Attachment 50013
I have no data, but that seems like a good enough bond to hold the bushing.
I used LocTite 680 bearing retainer to install the bushing in the hub.
Then let it cure for a couple of days.
Attachment 50014
I took light boring cuts of 0.005 (.0025 DOC) to avoid
heating the LocTite too much. It became apparent during the
first pass that the chuck had distorted the bushing.
The skipping cuts could be easily heard, 3 times,
equally around the bore. Before making the second pass I put
layout die in the bore which clearly showed the 3 jaw locations.
Attachment 50015
The 3rd pass almost eliminated the distortion.
Attachment 50016
The bushed hub with its un-damaged brother. You can see,
the transition between new and original but I cannot feel it
Attachment 50017
Attachment 50018
Now waiting for Speedi-Sleeves for the spindles
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}