 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
.
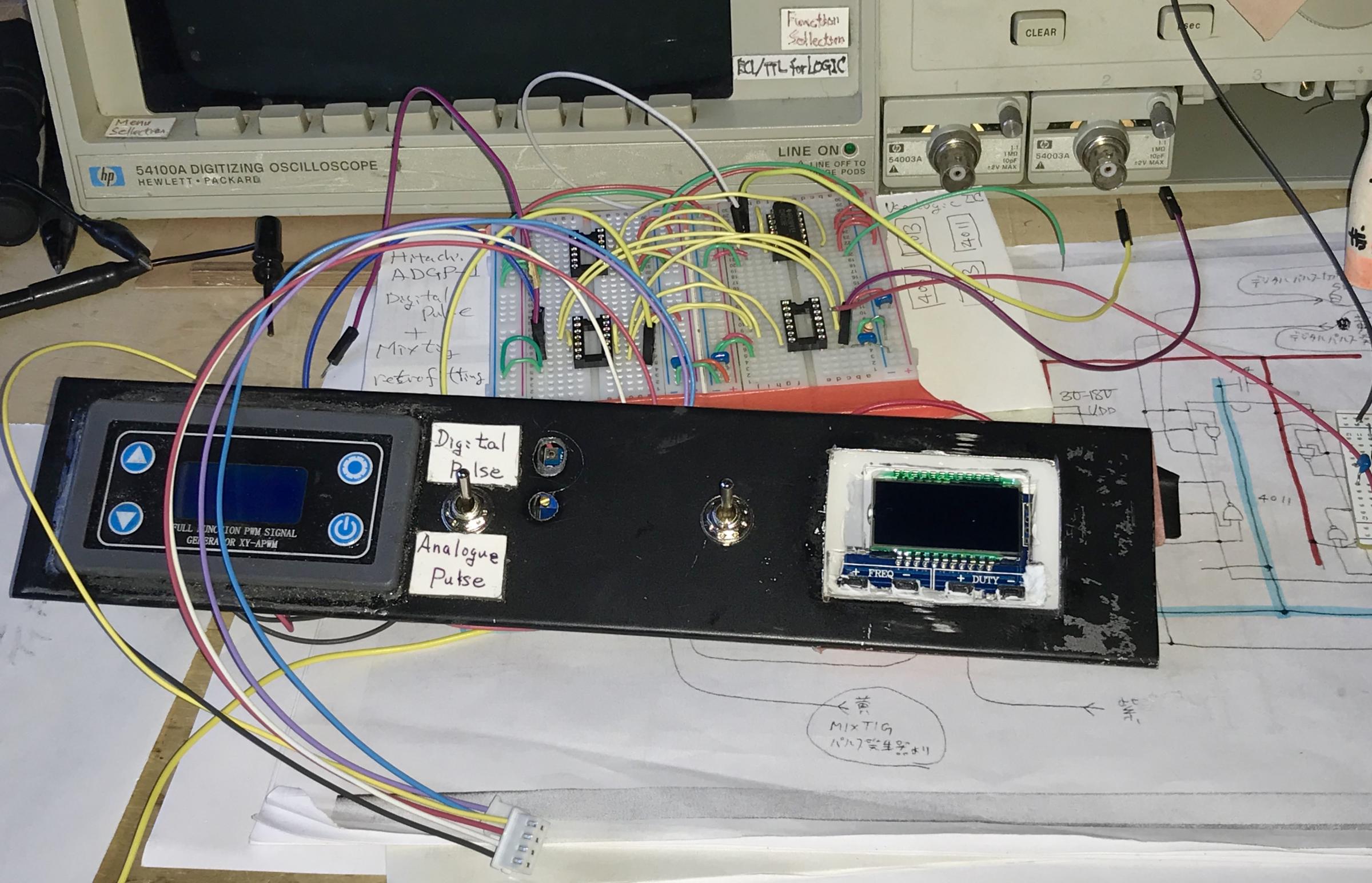
Set up a couple of digital generators to my old analogue TIG welder this spring, in an attempt to optimize its wave forms of welding current, to help my self when I make some butt-welding to thinner aluminium sheets.




.
Set up a couple of digital generators to my old analogue TIG welder this spring, in an attempt to optimize its wave forms of welding current, to help my self when I make some butt-welding to thinner aluminium sheets.
Home-PC (Jul 29, 2020), Jon (Jul 30, 2020), mwmkravchenko (Jul 29, 2020), nova_robotics (Jul 31, 2020), Paul Jones (Aug 14, 2020), paulsabatier (Jul 29, 2020)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions



 Reply With Quote
Reply With Quote
Bookmarks