 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks
Thanks jjr2001! We've added your Mini Mill Pallet to our Milling category,
as well as to your builder page: jjr2001's Homemade Tools. Your receipt:




Thanks jjr2001! We've added your Mini Mill Pallet to our Milling category,
as well as to your builder page: jjr2001's Homemade Tools. Your receipt:
New: BuildThreads.com - 300+ build posts/day (with photos)
jjr2001 (Feb 28, 2018)

Thanks for the additional pictures and links. For some reason it didn't dawn on me that it was for the mill vice sitting next to it. Thought it was for clamping small parts. Pricey little devil but it is laser engraved and anodized. I had been working on a similar design for my spare 3" chuck for the mini to make a poor mans Angle Rotory table. I had worked with Mic6 plate before and cheaper than 7075 and more stable which are available at McMaster (cheaper) and Online Metals. It never came to fruition because I don't have a back plate for the mini. Think they would be pretty simple to make and look forward to seeing what you come up with. Thanks again for the extra detail and posting your DXF file for everyone!
Always do right. This will gratify some people and astonish the rest.
Mark Twain

Thanks PJ, The prices from Mcmaster remind me why I buy from the cutoff bins at Southwest Metals. I pay 2.25 per pound of aluminum.
Whatever they have at the time. I have rounds,squares,plates. Mostly 6061. A few times some T7075. All for the same per pound price.
Man, this stuff is expensive when you buy it on line!
I have bought some 12L14 and cast iron from Speedy Metals on line. My local steel shop only has cold rolled 1018 and hot rolled.
Hot rolled and 1018 if they have any in their cut bins is 69 cents per pound. That is why I use so much hot rolled in my projects!
Cheers, JR
I totally agree JR, about the local places but around here the main guy thinks his stuff is gold. He gets stuff from going out of businesses...like a full sheet of .5" AL plate he cut into 2' squares and wanted $140 per and it was all dinged up from his people and his outdoor yard. Only $200 for pristine online. His steel and brass are mostly mystery metal. He does have the largest supply of fasteners (any you can think of) at reasonable prices though. The local shops are more conservative about going through the scrap bins/barrels anymore too. Most don't want to even bother with it and save it for the haulers. In the old days I could get scrap or even cuts from their stock from them (and knew most of them) for cheap or free sometimes but that is an hour away now. Mainly look to my S-i-L or friends and Garage Sale and such...always have my eyes pealed even along side the road. The closest big metal places is 3hrs away (6hr RT)...lucky and glad you have SWM close enough.
I get a lot of rounds/hex and even fast thread from the local Fastenal (wholesalish prices) and they have 01 up to 1" on hand in 3' lengths which lasts me a long time.
For a good project though I don't mind spending $25-$50 for some good stuff...just don't have a lot of access anymore for quality stuff. I used the mic6 on my Drill machines headstock plates (~3'x5'x3") and for the mounting blocks for the 4 drills each...worth it for something like that as it's still running after 18 years now and Straight.
Cheers, ~PJ
Always do right. This will gratify some people and astonish the rest.
Mark Twain

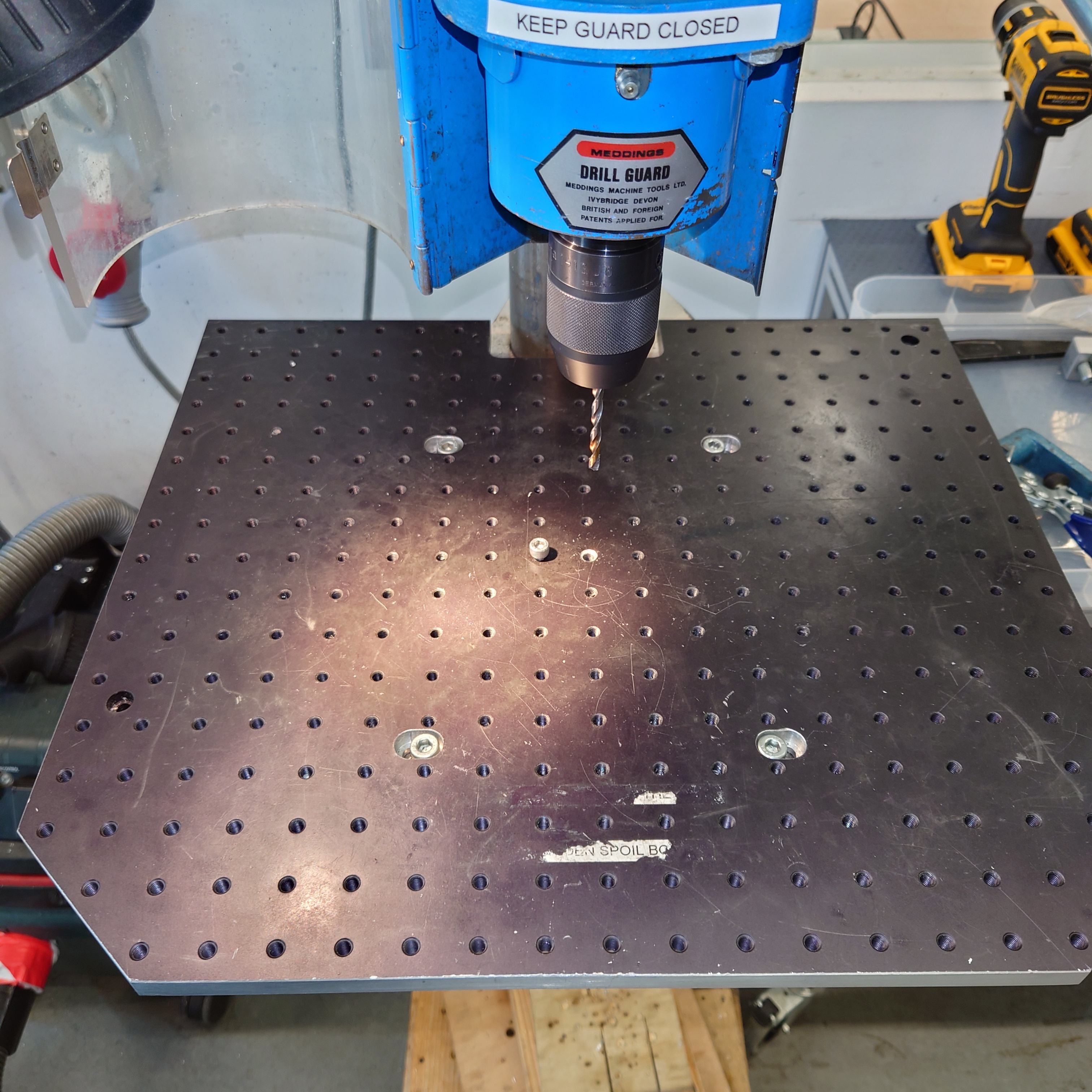
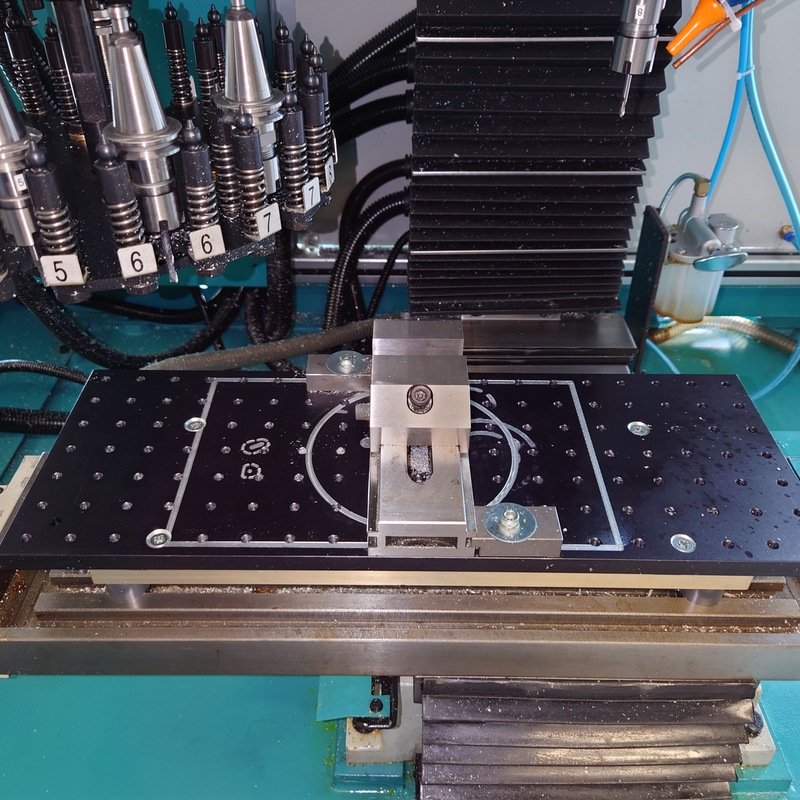
We use off cuts of optical plates to make ours, and drill table tops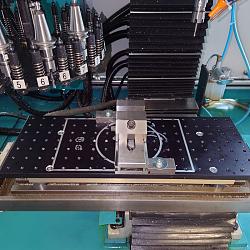
Last edited by NeiljohnUK; Feb 24, 2022 at 08:35 AM.
Have you shown the modifications to your Mini-Mill? I've got one here I bought very used, and for a goodish price, but it has the tilting column. I'd really like to tram it, and freeze that joint myself. I've seen a couple of ways to do it, would be interested in how you did it, too.Originally Posted by jjr2001

Thanks!
Bill

Spiral flute taps eject chips in same manner as a drill bit. Not suitable for every material, but within those 'we' use.
Gun taps eject (shoot) chips forward, also good for general work within one limitation, they don't like bottoming in blind holes. If you are big on cleaning out tapped holes, those are more difficult to pick out as well. They haven't any relation to firearms work.
They work fine on holes with a bit of extra drilled depth, and ideal for through holes.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...
, or was it flat enough as acqui "Pin It")
Beautiful work!
I recently acquired a Sherline 2000 18" version mill out of an estate. Mine doens't have the tool pallet, so I read your entry with great interest. I anticipate wanting/needing the tool pallet for securing tools and work to the machine.
Questions, if you'd be so kind:
Did you purchase the pallet blank as raw 1/2" stock & machine it flat yourself (fly cutter or face mill?), or was it flat enough as acquired, or possibly purchased it as a machined flat piece?
I've seen other, similar tooling plates that had the tapped holes in a diamond pattern rather than square; wondering if there may be a significant advantage to one over the other.
Again, beautiful work!
The general standard for aluminum tooling plate is named that. In use, most call it a sub-plate. Typically, these are sacrificial, drilled and milled into, not supported by parallels, sometimes to gain room below spindle when a vise is too high. Can't recall a certain alloy grade, but it machines like cast aluminum, of which #356 is common. Aluminum has a finish similar to cold rolled steel, being lighter weight not difficult to check flatness, but parallelism is more important. Flycutting the absolute minimum will reveal and correct that reasonably well, within restraints of ''Y'' axis, that ''X'' will not be so reliable. No machine with table overhang on saddle (Abbe' error) can.
Another limitation occurs by extending ''Z'' from spindle housing. If quill housing to table perpendicularity cannot be trammed, I wouldn't mill the plate.
There is no conventional matrix pattern to distribute tapped holes, aside from sufficiently accurate alignment to travel, IF adding dowel holes to register parts. After all, real benefit of palletizing isn't to simplify clamping, it's to register parts on a common datum, not particularly identical parts.
All holes create a problem when they collect chips, so a well-perforated plate while looking real downtown big time, and source of irritation. Plug tapped holes with short slotted headless screws, dowel spots with barely loose, minimally chamfered (face off & break edges) cold-rolled steel rods, extract those with a magnet.
If I were to fabricate pallets, they'd be raw tooling plate, toe clamped (or counter-bored for cap screws) to table slots at each end.
Drill & chamfer both sides, tapped through for a coarse thread, dowel spots blind.
The pattern would be offset 1/2 distance of adjacent row along ''X'' but less in ''Y'' axis. o o o o o o o o
o o o o o o o
The spacing deter mined by length of toe clamps to be used, not full size 1/2" clamping, more like 3/8" even 1/4" I'd make from flat steel bar, above C1018 grade, that mills so poorly.
Sincerely,
Toolmaker51
...we'll learn more by wandering than searching...

In my previous excursions with tooling plates...
Miniature milling table
Tooling block
More versatile finger plate
I learned a few things that future tooling designers may want to consider...
An array of orthogonal T-slots may be a better alternative than the traditional array of drilled or tapped holes. The slots are easier to clean and, used with slotted strap clamps, can offer even greater flexibility in clamp placement than holes can.
The plate should be fitted with a removable block that can be attached to the plate bottom. Size said block so it fits in both the mill vise and the bench vise. Not having to remove the mill vise in order to use the plate will save time. Holding the plate in the bench vise while attaching parts is often easier than doing it under the mill head. The attached block need not be square; for instance, an hexagonal block allows for more clamping angles.
Removable fences on the sides of the plate can be helpful in managing part arrangements while clamping. Their removability is important so that once the parts are clamped the fences won't interfere with the mill tooling.
If you are going to employ a hole array, consider letting it design itself. Scribe what you think would be a good array on the plate. Later, when you need a hole, try to drill it on one of the points where the lines intersect. If through holes are drilled at the tapdrill size of the standardized thread you've decided upon for your clamping, the holes can be tapped at a later date if so required.
---
Regards, Marv
Smart phones are to people what laser pointers are to cats
Homo sapiens is a goal, not a definition
Toolmaker51 (Jun 9, 2025)
There are currently 1 users browsing this thread. (0 members and 1 guests)
 Posting Permissions
Posting Permissions




 Reply With Quote
Reply With Quote

Bookmarks