
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


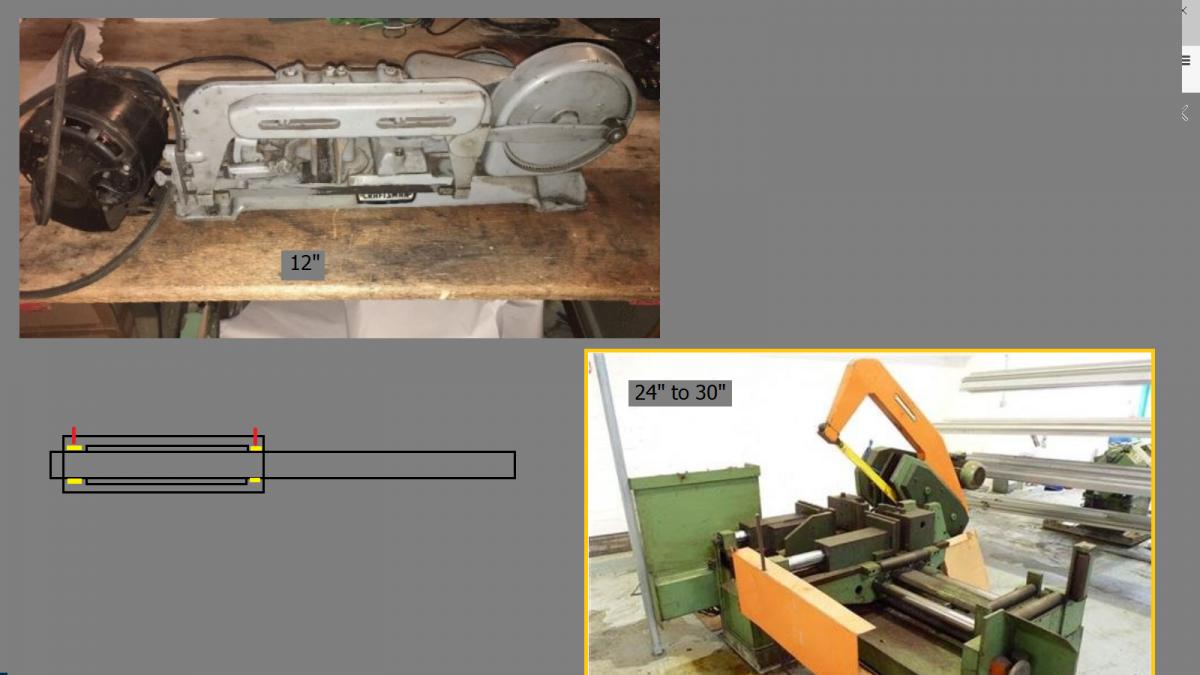
The most important feature in hacksawing, physical or mechanized, is to lift the blade on the return stroke and preserve the cutting edges from rolling in or chipping out. Like a file, they only cut in one direction. Usually the lift is coupled to the crank and con-rod action as an over-centering motion and deflect the frame upward. The feed rate is controlled easily by pawl(s) and ratchet teeth. Feed pressure can be adjusted by a sliding weight. Power hacksaws are compact and even the little versions with 12" hand hack blades work nicely. Size wise, they cover an incredible range of capacity.
I've edited the jpeg with a crude sketch of a slide bar that will regulate your concerns with friction. It depicts inside of the slide relieved of full contact with bar, brass, nylon or other non-galling 'gibs' and setcrews to take up eventual wear. Though sketch is from overhead, the same arrangement is suitable for the closure, or top plate. This could easily be assembled, if you haven't access to a mill, from flat bar. The bar itself deserves a good flat stoning on sides subject to motion.
Other mechanical considerations; cutting speed, many run 60 <> strokes per minute with 12" blades, too fast with a longer blade. Elsewhere a recommendation of 100' feet per minute with coolant is right on. Designing a little bit of range wouldn't hurt a bit. Hacksaws excel at heavier sections if you can locate blades of proper pitch (teeth per inch or mm).
A swiveling vise jaw, at least on the moving side.
A gap below the bed to 'park' the blade, and where it reciprocates before shut off.
A work stop for repetitive cuts.
Build height on a cart to match height of a table you could use it with, or benchtop with cribbing to keep longer stock level. If a cart is chosen, put two wheels on back legs to aid transportation.
Infeed table proportions seem to run 2 or 3 times the jaw capacity. That will help positioning stock for better square cutting in the vertical plane.

 Reply With Quote
Reply With Quote

Bookmarks