
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


While awaiting arrival of the new bearings and oil seal, I might as well get prepared for their installation.
The first casting I ever made a few years ago was dirty and porous, so I might as well use it for some temporary job.
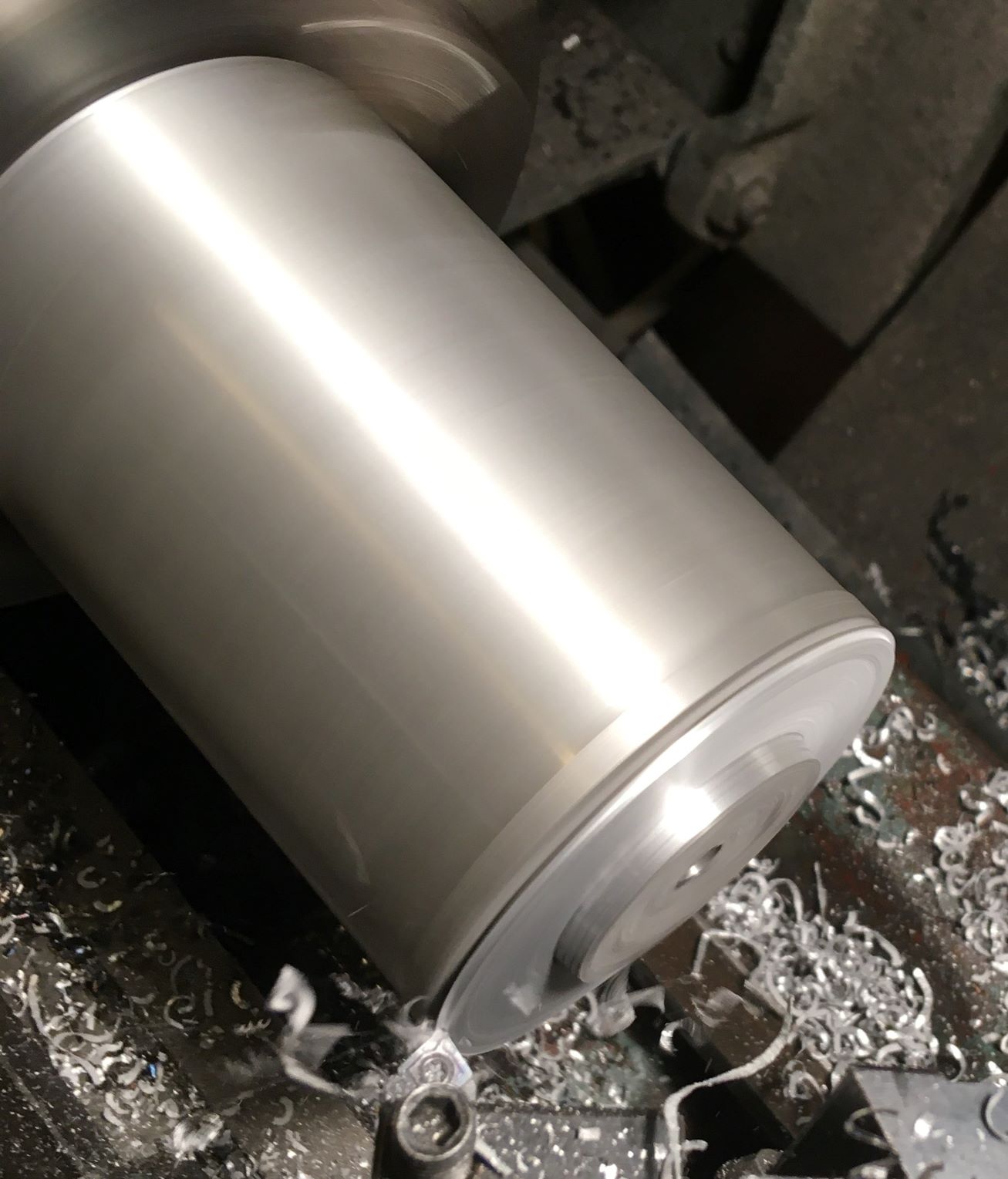
All DIY: pouring the melt into Cocoa Milk cans, hence the small groove (from the can's mouth) near the cutting tool.
AlSiZn (of unknown proportions) billet in the chuck, making a pair of bearing mandrels:

Machines excellently, as the high Si content makes for short, curly chips.
Carbide insert at high revs still makes a decent satin finish outta this POS,
though inner porosity is really bad at the center. AlSi dulls HSS tools pretty quick
(I've since learned to only stick to remelting with previously diecast stuff containing AlSi9Cu3Fe)
These mandrels will only bear on the outer race - the rest is relieved. Right pic: Entire "2nd line of defense" unit.

This will only be used as an eventuality, if the following won't suffice - as my "1st line" method for fitting the bearings will be:
1) Heat the bearing aluminum housing up to ca 80 deg C (175 F, well below the glass temp of the surrounding plastic)
2) Freeze the bearing and its aluminium mandrel in the (upside down turned) nozzle of an (upside down turned)
CO2 extinguisher, releasing the liquid CO2 (inside at 20 deg C & 850 psi) to -78 deg C (-108 F).
3) Drop the now smaller bearing & mandrel/ cold sink into the now biggie bearing seat.
4) Clobber in place if needed.
5) Rinse and repeat for the other side's bearing.
If the above won't be sufficient to properly seat them - enter "2nd line of defense" M10 all-thread, bushings, nuts and tiiiighten.
Whack/ tighten 'em and repeat 'til done.
As of now, I don't feel any urge to make some adaptors to the Alfra 75 kN Hand Hydraulic punch press as a last resort.
Anyone's suggestions, cautions on the above methods (i.e. freezing a bearing and then whacking it into place),
or perhaps where I'll find any formulas for thermo-shrinking a 62 & 72 mm ball bearing at -78 deg C
into an aluminium housing (@ +80 deg C) with a total temp diff of 160 deg C?
Thanks for bearing with me (NO pun intended - seriously!) this far thru this long-winded, verbose and still unfinished thread.
(My SWMBO secretly pities all you guys still standing after this barrage of words)
Johan





 Reply With Quote
Reply With Quote

Bookmarks