
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


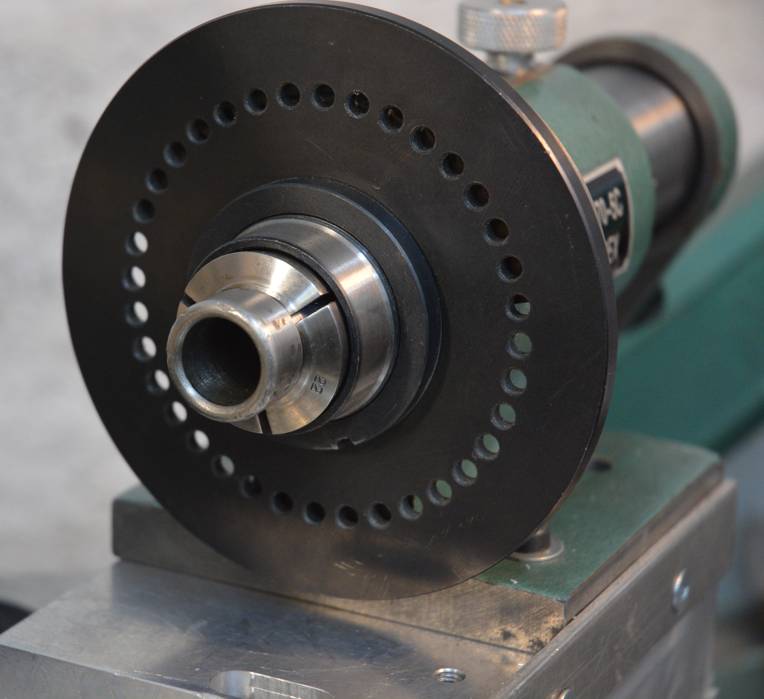
Yesterday I needed to sharpen a large milling cutter which I had not used in a while. Problem was that it had a No.2 morse taper and the Spindexer that I use on my Tool and Cutter grinder takes 5C collets and I have a 5C to ER25 adaptor for small size cutters. Neither are any good to hold a morse taper. I was sure that it would be possible to find a 5C solid collet with a MT2 taper. Neither eBay, Google nor Amazon came up with anything. Google lead me to some forums where others were after the same thing but the general consensus was that Hardinge used to make them but not anymore.
Click for full size images.
So then I had the idea to look for an MT2 sleeve with a parallel OD. I easily found them with 1” and 25mm ODs as shown here and I have 5C collets of those sizes.
Unfortunately there is no McMaster Carr around here with next day delivery and I did not want to wait a week or two for one to arrive from China or the UK. So I decided to make one but the movement on my lathe compound rest is just short of being able to make the full length of an MT2 in one pass. I wondered if I could use a modified MT3 to MT2 sleeve. I had 5 of those collected over the years and my luck was in. One of the five was not fully hard, which meant that I could machine the outside easily. A quick check showed that the shallow taper easily allowed for a long enough parallel section of 22 mm to fit a 5C collet of that size.
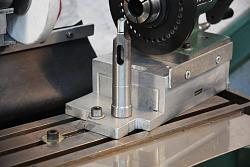
So how do you hold a fully tapered sleeve accurately to turn it? You mount it on a male MT2 as a mandrel. I had a long accurately made boring bar which had an undamaged centre on the tang, so I held it with a centre at the far end and carefully chucked it at the other. The taper section ran true to better than 0.01 mm all over. I then fitted the sleeve over the end and recentred it on the sleeve centre. Then it was a piece of cake to machine an area to 22 mm OD and a little longer than the gripping area of the 5C collet. Beyond that I relieved the sleeve to 21 mm just for ease of fitting. I left a rim around the end of the sleeve both for strength and location purposes. I did not need the location feature this time but who knows what the future requires.

On the left is the boring bar to use as a mandrel and to the right we can see the finish machined sleeve.
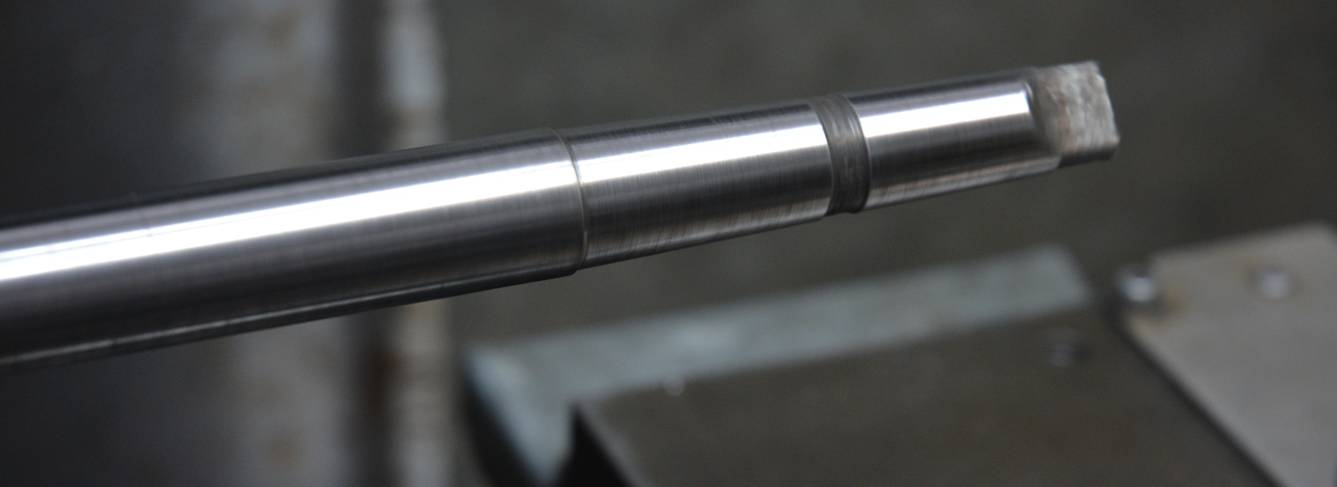
The finished sleeve, right, next to a stock MT3 to MT2 sleeve.
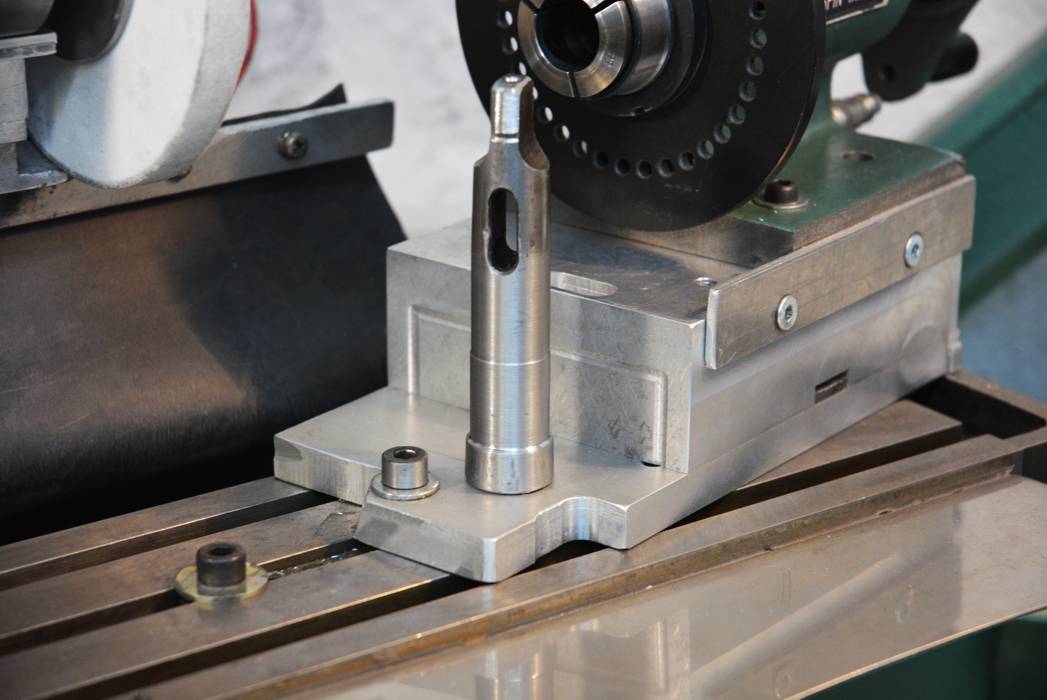
Sleeve, prior to and after fitting.
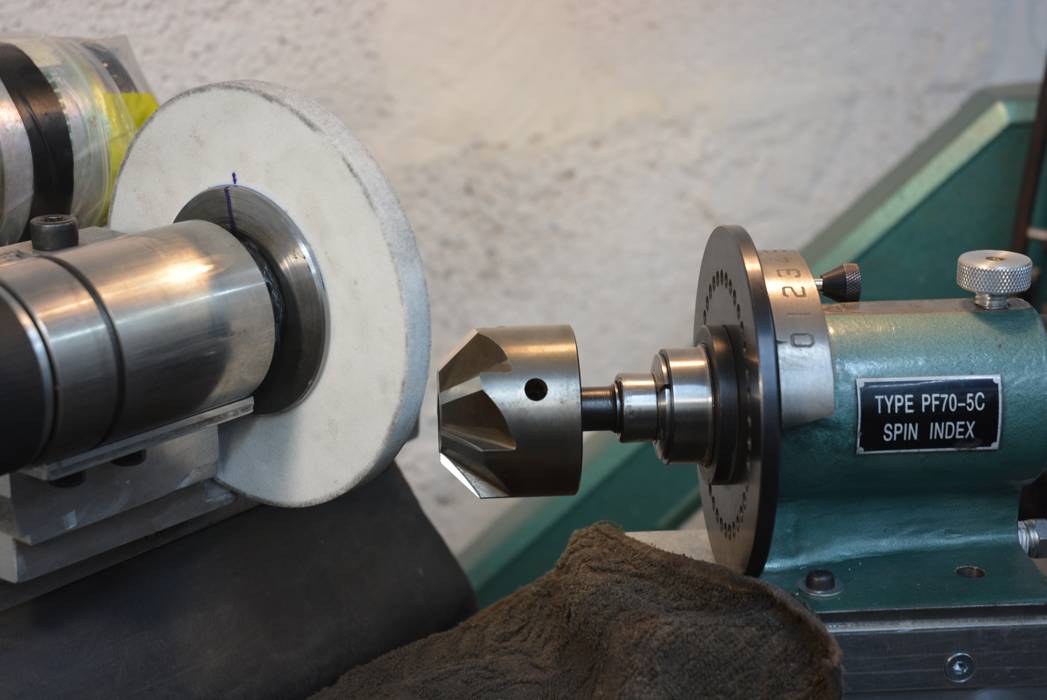
Less than an hour after starting, my milling cutter was nice and sharp and ready for duty. While I was at it I sharpened a few more tools with an MT2 mounting.
Cutter sharp and ready to do some work. The wheel guard was removed for the photo.
The T&C grinder build was described here http://www.homemadetools.net/forum/h...6205#post83247





 Reply With Quote
Reply With Quote

Bookmarks