
 LinkBack URL
LinkBack URL About LinkBacks
About LinkBacks


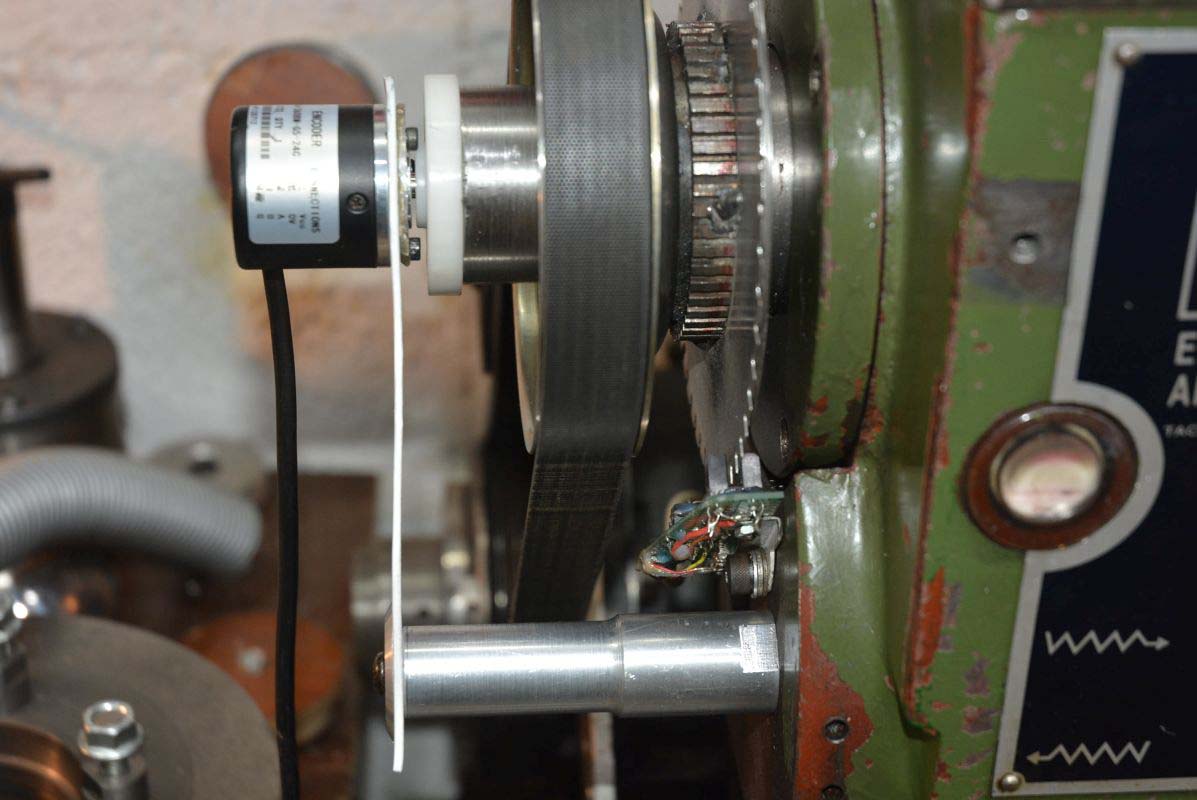
There are times when I need to fit a rotary encoder to my lathe for precise measuring. Accurately measuring the profile of camshafts is one example use. I originally used a 3 post mount, but as you can see after the drive belt conversion (described in a previous post on this forum) and now a large 50 tooth timing wheel that is not possible. The solution, which was inspired by a friend, was to support the encoder with the spindle plug and then it is only necessary to prevent rotation. The torque is absolutely minimal so I used a piece of 2 mm plastic sheet which is rigid in the rotation direction but flexible in the axial direction, thus preventing any misalignment from loading the bearings in the encoder.
It only takes 30 seconds to mount it when needed.
Click for full size images
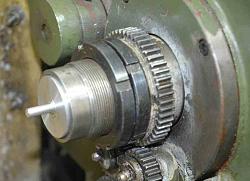
This is my original encoder mount. A piece of rubber tube connected the pip on the spindle plug to the encoder shaft.

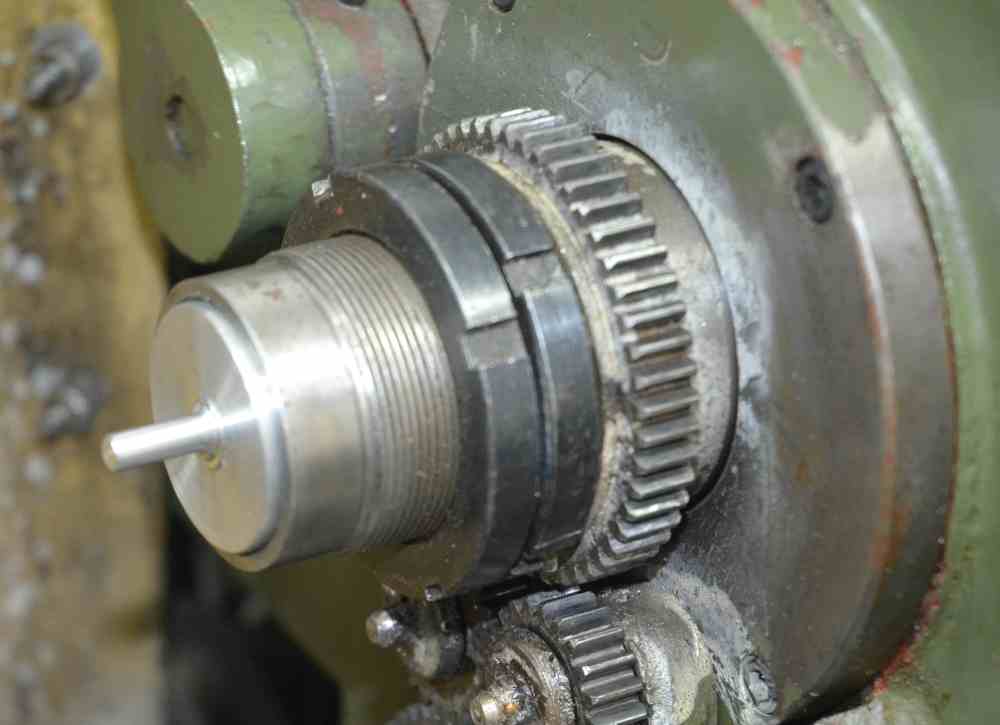
Here is the new plug made in Delrin. The fit is so good that the O-rings are not necessary but seem like a good idea. All machining including the hole for the encoder spindle was done in a single setting to ensure concentricity. The encoder spindle is a push fit in the plug and no other fixation was needed.

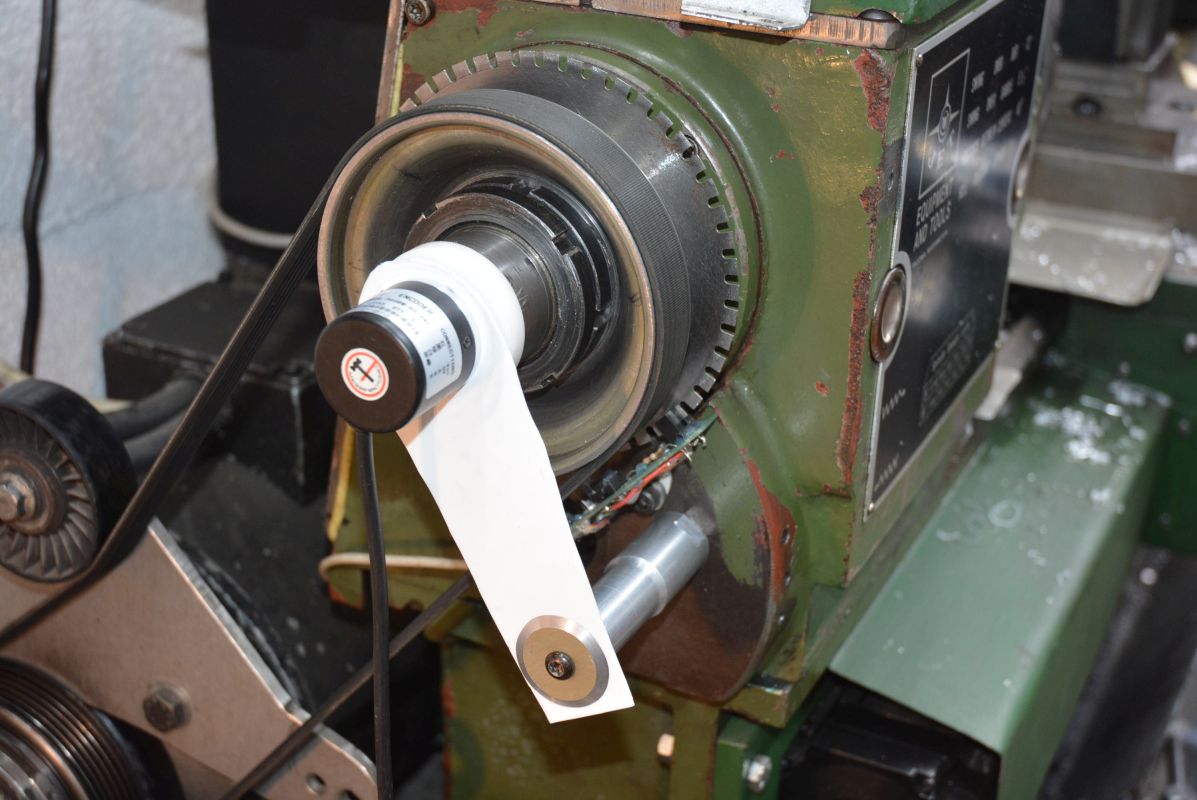
Everything in place. The plastic sheet is wide and hence rigid in the direction to locate the rotary motion of the encoder, but thin and hence flexible in the axial direction which allows for misalignment tolerances.
BTW. The eagle eyed may have noticed that there is oil in the sight glass on the old photo but there is no oil in today's photos. A while back I changed from oil to grease for bearing lubrication. The bearings run much cooler now, due to the lack of oil churning.





 Reply With Quote
Reply With Quote

Bookmarks